



ਵੀਡੀਓ

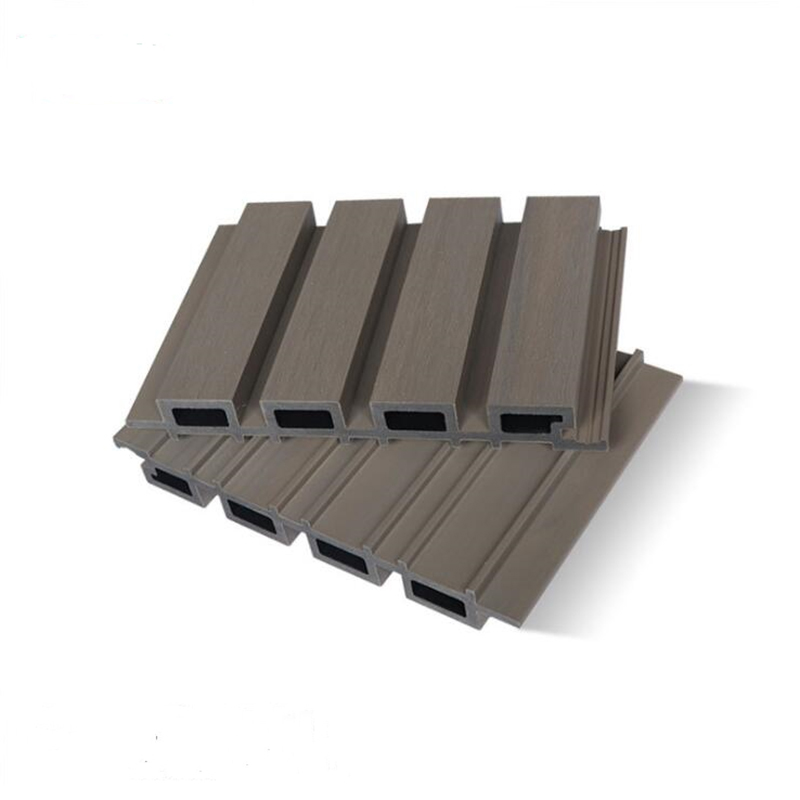
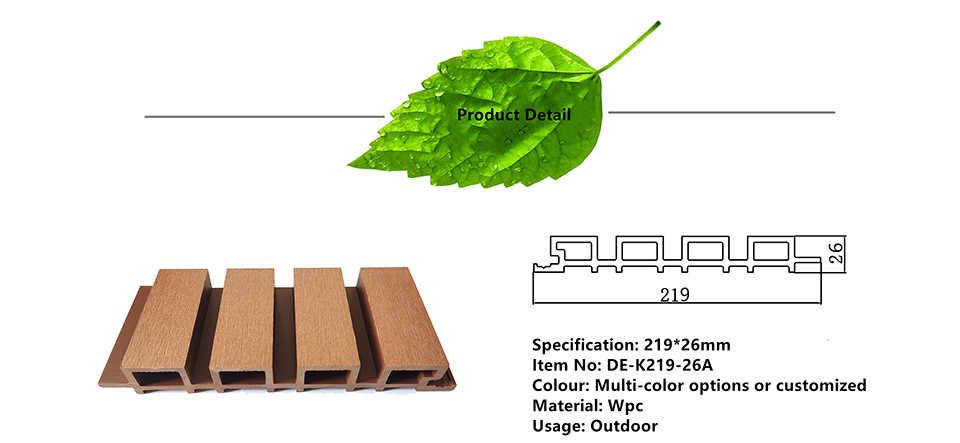
ਵੇਰਵੇ ਚਿੱਤਰ

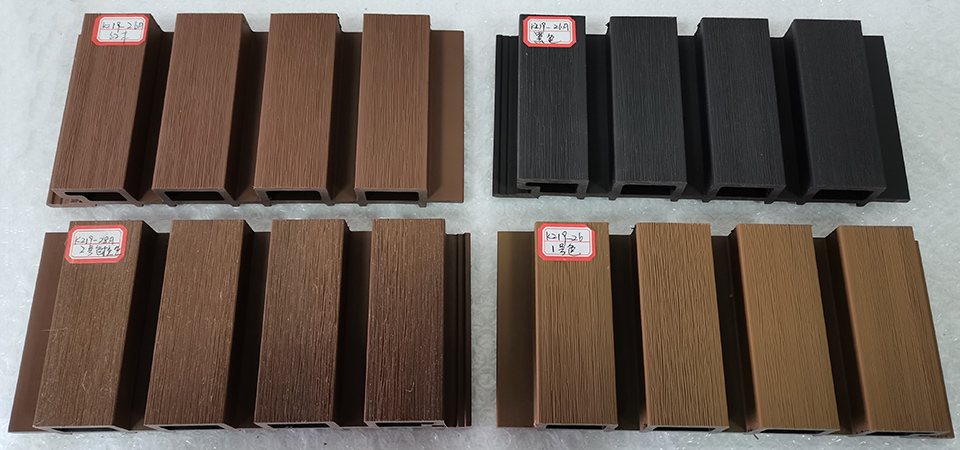
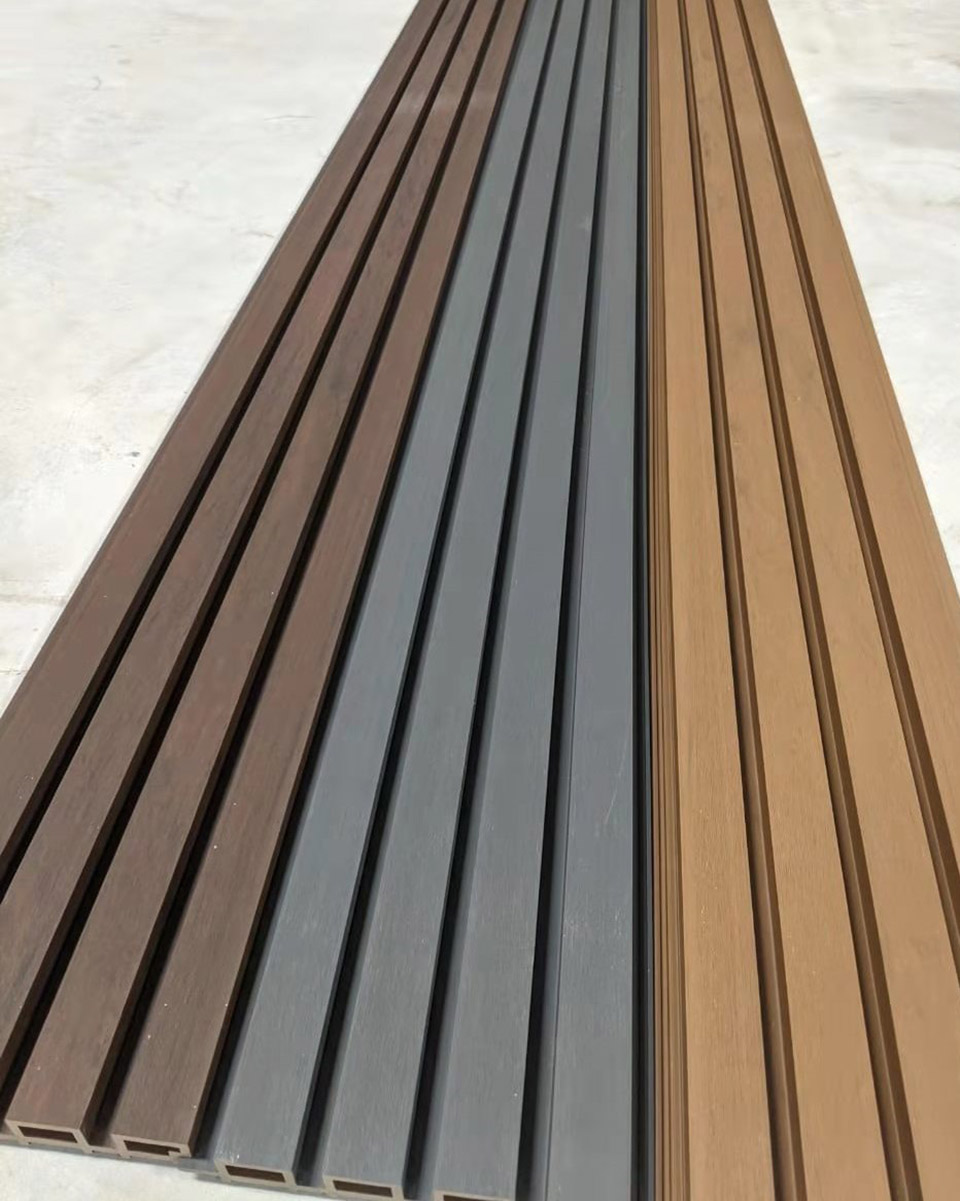

ਰੰਗ ਡਿਸਪਲੇ

ਲੰਬੀ ਉਮਰ
ਘੱਟ ਰੱਖ-ਰਖਾਅ
ਕੋਈ ਵਾਰਪਿੰਗ ਜਾਂ ਸਪਲਿੰਟਰਿੰਗ ਨਹੀਂ
ਤਿਲਕਣ-ਰੋਧਕ ਚੱਲਣ ਵਾਲੀਆਂ ਸਤਹਾਂ
ਸਕ੍ਰੈਚ ਰੋਧਕ
ਦਾਗ ਰੋਧਕ
ਵਾਟਰਪ੍ਰੂਫ਼
15 ਸਾਲ ਦੀ ਵਾਰੰਟੀ
95% ਰੀਸਾਈਕਲ ਕੀਤੀ ਲੱਕੜ ਅਤੇ ਪਲਾਸਟਿਕ
ਐਂਟੀਮਾਈਕਰੋਬਾਇਲ
ਅੱਗ ਰੋਧਕ
ਆਸਾਨ ਇੰਸਟਾਲੇਸ਼ਨ
ਪੈਰਾਮੀਟਰ
| ਬ੍ਰਾਂਡ | ਡੀ.ਈ.ਜੀ.ਈ |
| ਨਾਮ | ਡਬਲਯੂਪੀਸੀ ਵਾਲ ਕਲੈਡਿੰਗ |
| ਆਈਟਮ | ਕਲੈਡਿੰਗ |
| ਮਿਆਰੀ ਆਕਾਰ | |
| WPC ਕੰਪੋਨੈਂਟ | 30% HDPE+60% ਲੱਕੜ ਫਾਈਬਰ + 10% ਐਡੀਟਿਵ |
| ਸਹਾਇਕ ਉਪਕਰਣ | ਪੇਟੈਂਟ ਕਲਿੱਪ-ਆਸਾਨ ਸਿਸਟਮ |
| ਅਦਾਇਗੀ ਸਮਾਂ | ਇੱਕ 20' ਫੁੱਟ ਕੰਟੇਨਰ ਲਈ ਲਗਭਗ 20-25 ਦਿਨ |
| ਭੁਗਤਾਨ | 30% ਜਮ੍ਹਾ, ਬਾਕੀ ਦਾ ਭੁਗਤਾਨ ਡਿਲੀਵਰੀ ਤੋਂ ਪਹਿਲਾਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ |
| ਰੱਖ-ਰਖਾਅ | ਮੁਫਤ ਰੱਖ-ਰਖਾਅ |
| ਰੀਸਾਈਕਲਿੰਗ | 100% ਰੀਸਾਈਕਲ ਕਰਨ ਯੋਗ |
| ਪੈਕੇਜ | ਪੈਲੇਟ ਜਾਂ ਬਲਕ ਪੈਕਿੰਗ |
ਸਤਹ ਉਪਲਬਧ ਹੈ


ਗੁਣਵੱਤਾ ਟੈਸਟ



Wpc ਵਾਲ ਪੈਨਲ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ

A. PE ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਵਰਤਮਾਨ ਵਿੱਚ ਵਿਸ਼ਵ ਵਿੱਚ ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੀ ਜਾਂਦੀ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਹੈ, ਯਾਨੀ ਸਾਡੀ ਡਬਲਯੂਪੀਸੀ ਕਲੈਡਿੰਗ, ਡਬਲਯੂਪੀਸੀ ਫੈਂਸਿੰਗ।ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਆਓ PE ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਦੇ ਉਤਪਾਦਾਂ ਦੇ ਕੱਚੇ ਮਾਲ ਨੂੰ ਸਮਝੀਏ.ਮੁੱਖ ਕੱਚਾ ਮਾਲ PE ਪਲਾਸਟਿਕ ਅਤੇ ਪੌਪਲਰ ਲੱਕੜ ਪਾਊਡਰ ਹਨ।, ਟੋਨਰ, ਐਂਟੀ-ਅਲਟਰਾਵਾਇਲਟ ਸ਼ੋਸ਼ਕ, ਕੰਪਟੀਬਿਲਾਈਜ਼ਰ।
1. PE ਪਲਾਸਟਿਕ: ਲਾਗਤ ਅਤੇ ਫਿਊਜ਼ਨ HDPE ਦੀ ਵਿਆਪਕ ਤੁਲਨਾ ਸਭ ਤੋਂ ਵਧੀਆ ਵਿਕਲਪ ਹੈ, ਅਤੇ ਬਜ਼ਾਰ ਵਿੱਚ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਮੂਲ ਰੂਪ ਵਿੱਚ ਰੀਸਾਈਕਲ ਕੀਤੀ ਸਮੱਗਰੀ ਨੂੰ ਮੁੱਖ ਕੱਚੇ ਮਾਲ ਵਜੋਂ ਵਰਤਦੀ ਹੈ, ਜੋ ਚਿੱਟੇ ਪ੍ਰਦੂਸ਼ਣ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ ਅਤੇ ਸਾਡੇ ਵਾਤਾਵਰਣ ਨੂੰ ਵਧੇਰੇ ਸਿਹਤਮੰਦ ਅਤੇ ਵਾਤਾਵਰਣ ਅਨੁਕੂਲ ਬਣਾਉਂਦੀ ਹੈ।"ਰੀਸਾਈਕਲ" ਨੂੰ ਰੀਸਾਈਕਲ ਕੀਤੀ ਪਲਾਸਟਿਕ ਸਮੱਗਰੀ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।ਸਾਰੇ ਉਦਯੋਗਿਕ ਤੌਰ 'ਤੇ ਰੀਸਾਈਕਲ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਪਲਾਸਟਿਕ ਜਿਨ੍ਹਾਂ ਨੂੰ ਕਿਸੇ ਖਾਸ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਰਾਹੀਂ ਦੁਬਾਰਾ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਨੂੰ ਰੀਸਾਈਕਲ ਕੀਤੇ ਪਲਾਸਟਿਕ ਕਿਹਾ ਜਾਂਦਾ ਹੈ;ਰੀਸਾਈਕਲ ਕੀਤੀਆਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਕਈ ਗ੍ਰੇਡਾਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਵਿਸ਼ੇਸ਼ ਗ੍ਰੇਡ ਰੀਸਾਈਕਲ ਕੀਤੀਆਂ ਸਮੱਗਰੀਆਂ ਅਤੇ ਪਹਿਲੇ ਦਰਜੇ ਦੀਆਂ ਰੀਸਾਈਕਲ ਕੀਤੀਆਂ ਸਮੱਗਰੀਆਂ।, ਸੈਕੰਡਰੀ ਰੀਸਾਈਕਲਿੰਗ, ਤੀਸਰੀ ਰੀਸਾਈਕਲਿੰਗ ਜਾਂ ਇੱਥੋਂ ਤੱਕ ਕਿ ਕੂੜਾ, ਇਸਦਾ ਸ਼ਾਬਦਿਕ ਅਰਥ ਸਮਝਣਾ ਆਸਾਨ ਹੈ, ਜਿੰਨਾ ਉੱਚਾ ਗ੍ਰੇਡ, ਪਲਾਸਟਿਕ ਦੀ ਅਸ਼ੁੱਧਤਾ ਸਮੱਗਰੀ ਘੱਟ, ਕੂੜਾ ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ ਅਸ਼ੁੱਧਤਾ ਸਮੱਗਰੀ ਵਿੱਚ ਉੱਚਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਕੱਚੇ ਮਾਲ ਦੀ ਚੋਣ. ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਦੀ ਚੋਣ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ ਕਿਉਂਕਿ ਪਲਾਸਟਿਕ-ਲੱਕੜੀ ਸਮੱਗਰੀ ਇੱਕ ਅਜਿਹੀ ਸਥਿਤੀ ਹੈ ਜਿੱਥੇ ਲੱਕੜ ਦੇ ਪਾਊਡਰ ਨੂੰ ਪਲਾਸਟਿਕ ਨਾਲ ਲਪੇਟਿਆ ਜਾਂਦਾ ਹੈ, ਜੇਕਰ ਪਲਾਸਟਿਕ ਦੀ ਅਸ਼ੁੱਧਤਾ ਸਮੱਗਰੀ ਜ਼ਿਆਦਾ ਹੈ, ਅਤੇ ਪਲਾਸਟਿਕ ਦਾ ਅਨੁਪਾਤ ਖੁਦ ਛੋਟਾ ਹੈ, ਤਾਂ ਇਹ ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ ਲੱਕੜ ਦੇ ਪਾਊਡਰ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਲਪੇਟਣ ਦੇ ਯੋਗ ਨਹੀਂ ਹੈ। .
2. ਲੱਕੜ ਦਾ ਆਟਾ: ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਵਿੱਚ ਲੱਕੜ ਦੇ ਆਟੇ ਅਤੇ ਪਲਾਸਟਿਕ ਦੇ ਸੰਪੂਰਨ ਸੰਯੋਜਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, ਨਾ ਸਿਰਫ਼ ਪਲਾਸਟਿਕ, ਸਗੋਂ ਲੱਕੜ ਦੇ ਆਟੇ ਲਈ ਵੀ ਸਖ਼ਤ ਲੋੜਾਂ ਹਨ: ਸਮਾਨ ਭਾਰ ਦਾ ਲੱਕੜ ਦਾ ਆਟਾ ਜਿੰਨਾ ਬਰੀਕ ਹੋਵੇਗਾ, ਸਤ੍ਹਾ ਦਾ ਖੇਤਰਫਲ ਓਨਾ ਹੀ ਵੱਡਾ ਹੋਵੇਗਾ। ਪਾਊਡਰ ਦੇ.ਲੋੜ ਪਲਾਸਟਿਕ ਦਾ ਉੱਚ ਅਨੁਪਾਤ;ਇਸ ਦੇ ਉਲਟ, ਲੱਕੜ ਦਾ ਪਾਊਡਰ ਪਾਊਡਰ ਜਿੰਨਾ ਵੱਡਾ ਹੋਵੇਗਾ, ਪਾਊਡਰ ਦਾ ਸਤਹ ਖੇਤਰ ਜਿੰਨਾ ਛੋਟਾ ਹੋਵੇਗਾ, ਅਤੇ ਪਲਾਸਟਿਕ ਫਿਊਜ਼ਨ ਦੌਰਾਨ ਲੋੜੀਂਦੇ ਪਲਾਸਟਿਕ ਦਾ ਅਨੁਪਾਤ ਓਨਾ ਹੀ ਘੱਟ ਹੋਵੇਗਾ।ਕਈ ਸਾਲਾਂ ਦੇ ਪ੍ਰਯੋਗਾਂ ਤੋਂ ਬਾਅਦ, ਪੌਪਲਰ ਲੱਕੜ ਦਾ ਪਾਊਡਰ ਸਭ ਤੋਂ ਵਧੀਆ ਲੱਕੜ ਦਾ ਪਾਊਡਰ ਪਾਊਡਰ ਹੈ, ਅਤੇ ਪਾਊਡਰ ਦੇ ਕਣ ਦਾ ਆਕਾਰ 80-100 ਜਾਲ ਦੀ ਮੋਟਾਈ ਵਿੱਚ ਸਭ ਤੋਂ ਵਧੀਆ ਹੈ;ਪਾਊਡਰ ਬਹੁਤ ਵਧੀਆ ਹੈ, ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਲਾਗਤ ਵੱਧ ਹੈ, ਪਲਾਸਟਿਕ ਦੀ ਰਚਨਾ ਨੂੰ ਹੋਰ ਲੋੜ ਹੈ, ਅਤੇ ਲਾਗਤ ਵੱਧ ਹੈ, ਪਰ ਮੋਲਡ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੇ ਉਤਪਾਦ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਪਲਾਸਟਿਕਤਾ ਹੈ;ਜੇ ਪਾਊਡਰ ਬਹੁਤ ਮੋਟਾ ਹੈ, ਤਾਂ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਲਾਗਤ ਘੱਟ ਹੈ, ਅਤੇ ਪਲਾਸਟਿਕ ਦੀ ਰਚਨਾ ਦੀਆਂ ਲੋੜਾਂ ਘੱਟ ਹਨ, ਪਰ ਮੋਲਡ ਕੀਤੇ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੇ ਉਤਪਾਦ ਵਿੱਚ ਨਾਕਾਫ਼ੀ ਫਿਊਜ਼ਨ ਹੈ, ਭੁਰਭੁਰਾ ਹੈ, ਅਤੇ ਫਟਣਾ ਆਸਾਨ ਹੈ।
3. ਸਹਾਇਕ ਸਮੱਗਰੀ: ਟੋਨਰ ਦਾ ਮੁੱਖ ਕੰਮ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਸਮੱਗਰੀ ਦੇ ਰੰਗ ਨਾਲ ਮੇਲ ਕਰਨਾ ਹੈ।ਵਰਤਮਾਨ ਵਿੱਚ, PE ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਦਾ ਮੁੱਖ ਉਪਯੋਗ ਅਕਾਰਗਨਿਕ ਰੰਗ ਦਾ ਪਾਊਡਰ ਹੈ।ਇਸ ਵਿੱਚ ਬਾਹਰੀ ਵਰਤੋਂ ਲਈ ਬਿਹਤਰ ਐਂਟੀ-ਫੇਡਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਹੈ, ਜੋ ਕਿ ਅੰਦਰੂਨੀ ਪੀਵੀਸੀ ਵਾਤਾਵਰਣਕ ਲੱਕੜ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਜੈਵਿਕ ਰੰਗ ਤੋਂ ਵੱਖਰਾ ਹੈ।ਪਾਊਡਰ, ਜੈਵਿਕ ਟੋਨਰ ਦਾ ਰੰਗ ਵਧੇਰੇ ਚਮਕਦਾਰ ਅਤੇ ਚਮਕਦਾਰ ਹੈ।ਐਂਟੀ-ਅਲਟਰਾਵਾਇਲਟ ਸ਼ੋਸ਼ਕ ਦਾ ਮੁੱਖ ਕੰਮ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਦੀ ਬਾਹਰੀ ਵਰਤੋਂ ਦੀ ਐਂਟੀ-ਅਲਟਰਾਵਾਇਲਟ ਸਮਰੱਥਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣਾ, ਅਤੇ ਐਂਟੀ-ਏਜਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣਾ ਹੈ।ਕੰਪੈਟੀਬਿਲਾਈਜ਼ਰ ਇੱਕ ਐਡਿਟਿਵ ਹੈ ਜੋ ਲੱਕੜ ਦੇ ਆਟੇ ਅਤੇ ਰਾਲ ਦੇ ਵਿਚਕਾਰ ਅਨੁਕੂਲਤਾ ਨੂੰ ਵਧਾਵਾ ਦਿੰਦਾ ਹੈ।
B. ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਦੇ ਕੱਚੇ ਮਾਲ ਨੂੰ ਸੰਖੇਪ ਵਿੱਚ ਸਮਝੋ, ਅਗਲਾ ਕਦਮ ਪੈਲੇਟਾਈਜ਼ ਕਰਨਾ ਹੈ।ਉਪਰੋਕਤ ਕੱਚੇ ਮਾਲ ਦੇ ਅਨੁਸਾਰ, ਇੱਕ ਨਿਸ਼ਚਿਤ ਅਨੁਪਾਤ ਅਨੁਸਾਰ ਮਿਲਾਓ, ਉੱਚ ਤਾਪਮਾਨ ਦੇ ਫਿਊਜ਼ਨ ਸੁਕਾਉਣ ਦੁਆਰਾ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਦੀਆਂ ਗੋਲੀਆਂ ਨੂੰ ਬਾਹਰ ਕੱਢੋ, ਅਤੇ ਵਰਤੋਂ ਲਈ ਉਹਨਾਂ ਨੂੰ ਪੈਕ ਕਰੋ।ਪੈਲੇਟਾਈਜ਼ਿੰਗ ਉਪਕਰਣਾਂ ਦਾ ਮੁੱਖ ਕੰਮ ਲੱਕੜ ਦੇ ਪਾਊਡਰ ਅਤੇ ਪਲਾਸਟਿਕ ਦੀ ਪੂਰਵ-ਪਲਾਸਟਿਕਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨਾ, ਪਿਘਲਣ ਦੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ ਬਾਇਓਮਾਸ ਪਾਊਡਰ ਸਮੱਗਰੀ ਅਤੇ ਪੀਈ ਪਲਾਸਟਿਕ ਦੇ ਇੱਕਸਾਰ ਮਿਸ਼ਰਣ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨਾ, ਅਤੇ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਸਮੱਗਰੀ ਦੇ ਉਤਪਾਦਨ ਲਈ ਪ੍ਰੀ-ਟਰੀਟਮੈਂਟ ਕਰਨਾ ਹੈ।ਲੱਕੜ-ਪਲਾਸਟਿਕ ਦੇ ਪਿਘਲਣ ਦੀ ਮਾੜੀ ਤਰਲਤਾ ਦੇ ਕਾਰਨ, ਲੱਕੜ-ਪਲਾਸਟਿਕ ਸਮੱਗਰੀ ਪੈਲੇਟਾਈਜ਼ਰ ਅਤੇ ਪਲਾਸਟਿਕ ਪੈਲੇਟਾਈਜ਼ਰ ਦਾ ਡਿਜ਼ਾਈਨ ਬਿਲਕੁਲ ਇੱਕੋ ਜਿਹਾ ਨਹੀਂ ਹੈ।ਵੱਖ-ਵੱਖ ਪਲਾਸਟਿਕ ਲਈ, ਪੈਲੇਟਾਈਜ਼ਰ ਦਾ ਡਿਜ਼ਾਈਨ ਵੀ ਵੱਖਰਾ ਹੁੰਦਾ ਹੈ।ਪੋਲੀਥੀਲੀਨ ਲਈ ਆਮ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਪੈਲੇਟਾਈਜ਼ਰ ਆਮ ਤੌਰ 'ਤੇ ਕੋਨਿਕਲ ਟਵਿਨ-ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ, ਕਿਉਂਕਿ ਪੋਲੀਥੀਲੀਨ ਇੱਕ ਗਰਮੀ-ਸੰਵੇਦਨਸ਼ੀਲ ਰਾਲ ਹੈ, ਅਤੇ ਕੋਨਿਕਲ ਟਵਿਨ-ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਵਿੱਚ ਮਜ਼ਬੂਤ ਸ਼ੀਅਰਿੰਗ ਫੋਰਸ ਹੁੰਦੀ ਹੈ ਅਤੇ ਪੇਚ ਦੀ ਲੰਬਾਈ ਮੁਕਾਬਲਤਨ ਸਮਾਨਾਂਤਰ ਹੁੰਦੀ ਹੈ।ਟਵਿਨ ਪੇਚ ਐਕਸਟਰੂਡਰ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਜੋ ਬੈਰਲ ਵਿੱਚ ਸਮੱਗਰੀ ਦੇ ਨਿਵਾਸ ਸਮੇਂ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ।ਪੇਚ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਵਿੱਚ ਵੱਡੇ ਤੋਂ ਛੋਟੇ ਤੱਕ ਇੱਕ ਕੋਨਿਕ ਡਿਜ਼ਾਇਨ ਹੁੰਦਾ ਹੈ, ਇਸਲਈ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਕਾਫ਼ੀ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਬੈਰਲ ਵਿੱਚ ਸਮੱਗਰੀ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਅਤੇ ਇੱਕਸਾਰ ਰੂਪ ਵਿੱਚ ਪਲਾਸਟਿਕ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
C. ਪੈਲੇਟਾਈਜ਼ਿੰਗ ਤੋਂ ਬਾਅਦ, ਇਹ ਐਕਸਟਰਿਊਸ਼ਨ ਪੜਾਅ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦਾ ਹੈ।ਬਾਹਰ ਕੱਢਣ ਤੋਂ ਪਹਿਲਾਂ ਕਈ ਤਿਆਰੀਆਂ ਕਰਨ ਦੀ ਲੋੜ ਹੈ:
1. ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਪੈਦਾ ਕੀਤੀ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਦੇ ਅਸ਼ੁੱਧ ਰੰਗ ਤੋਂ ਬਚਣ ਲਈ ਹੌਪਰ ਵਿੱਚ ਕੋਈ ਵੀ ਅਸ਼ੁੱਧੀਆਂ ਜਾਂ ਹੋਰ ਰੰਗਾਂ ਦੇ ਕਣ ਨਹੀਂ ਬਚੇ ਹਨ;
2. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਐਕਸਟਰੂਡਰ ਦਾ ਵੈਕਿਊਮ ਉਪਕਰਨ ਬਿਨਾਂ ਰੁਕਾਵਟ ਹੈ ਅਤੇ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਵੈਕਿਊਮ ਡਿਗਰੀ -0.08mpa ਤੋਂ ਘੱਟ ਨਹੀਂ ਹੈ।ਵੈਕਿਊਮ ਬੈਰਲ ਨੂੰ ਪ੍ਰਤੀ ਸ਼ਿਫਟ ਦੋ ਵਾਰ ਸਾਫ਼ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਜੇਕਰ ਇਹ ਆਮ ਹੈ।ਨਿਕਾਸ ਦੇ ਛੇਕਾਂ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਲਈ ਧਾਤ ਦੇ ਸਾਧਨਾਂ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ, ਅਤੇ ਬੈਰਲ ਦੇ ਨਿਕਾਸ ਛੇਕਾਂ ਵਿੱਚ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਲਈ ਪਲਾਸਟਿਕ ਜਾਂ ਲੱਕੜ ਦੀਆਂ ਸਟਿਕਸ ਦੀ ਵਰਤੋਂ ਕਰੋ;
3. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਹੌਪਰ ਮੈਟਲ ਫਿਲਟਰ ਨਾਲ ਲੈਸ ਹੈ।ਕਣਾਂ ਵਿੱਚ ਰਲੇ ਹੋਏ ਧਾਤ ਦੀਆਂ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਹਟਾਉਣ, ਉਪਕਰਣ ਦੇ ਅੰਦਰਲੇ ਹਿੱਸੇ ਵਿੱਚ ਧਾਤ ਦੀਆਂ ਅਸ਼ੁੱਧੀਆਂ ਦੇ ਪਹਿਨਣ ਨੂੰ ਘਟਾਉਣ ਅਤੇ ਮੋਲਡ ਕੀਤੇ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਪ੍ਰੋਫਾਈਲਾਂ ਦੇ ਸੰਪੂਰਨ ਸੰਯੋਜਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਣਾਂ ਨੂੰ ਧਾਤ ਰਾਹੀਂ ਫਿਲਟਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
4. ਕੀ ਕੂਲਿੰਗ ਵਾਟਰ ਸਿਸਟਮ ਆਮ ਤੌਰ 'ਤੇ ਕੰਮ ਕਰ ਰਿਹਾ ਹੈ।ਇੱਕ ਸੰਪੂਰਣ ਕੂਲਿੰਗ ਵਾਟਰ ਸਿਸਟਮ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਕੱਢਣ ਤੋਂ ਬਾਅਦ ਠੰਢਾ ਕਰਨ ਲਈ ਜ਼ਰੂਰੀ ਉਪਕਰਣ ਹੈ।ਸਮੇਂ ਸਿਰ ਕੂਲਿੰਗ ਟ੍ਰੀਟਮੈਂਟ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੇ ਪ੍ਰੋਫਾਈਲਾਂ ਦੀ ਚੰਗੀ ਸ਼ਕਲ ਨੂੰ ਯਕੀਨੀ ਬਣਾ ਸਕਦਾ ਹੈ।
5. ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੇ ਮੋਲਡ ਸਥਾਪਿਤ ਕਰੋ, ਅਤੇ ਤਿਆਰ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਪ੍ਰੋਫਾਈਲਾਂ ਦੇ ਅਨੁਸਾਰ ਮਨੋਨੀਤ ਮੋਲਡ ਸਥਾਪਿਤ ਕਰੋ।
6. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਨਿਊਮੈਟਿਕ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਅਤੇ ਹੋਰ ਪੇਚ ਹਿੱਸੇ ਆਮ ਤੌਰ 'ਤੇ ਕੰਮ ਕਰ ਸਕਦੇ ਹਨ।
D. ਨਵੇਂ ਕੱਢੇ ਗਏ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਪ੍ਰੋਫਾਈਲ ਦਾ ਤਾਪਮਾਨ ਮੁਕਾਬਲਤਨ ਉੱਚਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇਸਨੂੰ ਹੱਥੀਂ ਇੱਕ ਸਮਤਲ ਜ਼ਮੀਨ 'ਤੇ ਰੱਖਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।ਪ੍ਰੋਫਾਈਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਠੰਢਾ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਇਸ ਨੂੰ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾਵੇਗਾ ਅਤੇ ਪੈਕ ਕੀਤਾ ਜਾਵੇਗਾ।ਹਾਲਾਂਕਿ ਇਹ ਕਦਮ ਸਧਾਰਨ ਹੈ, ਇਹ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਹੈ.ਜੇਕਰ ਫੈਕਟਰੀ ਇਹਨਾਂ ਵੇਰਵਿਆਂ ਨੂੰ ਨਜ਼ਰਅੰਦਾਜ਼ ਕਰਦੀ ਹੈ, ਤਾਂ ਫੈਕਟਰੀ ਸਮੱਗਰੀ ਵਿੱਚ ਅਕਸਰ ਨੁਕਸ ਹੋਣਗੇ।ਅਸਮਾਨ ਪਲਾਸਟਿਕ ਦੀ ਲੱਕੜ ਬਾਅਦ ਵਿੱਚ ਪੀਸਣ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਾਅਦ ਆਸਾਨੀ ਨਾਲ ਉਤਪਾਦ ਦੀਆਂ ਉਪਰਲੀਆਂ ਅਤੇ ਹੇਠਲੇ ਸਤਹਾਂ ਦੀ ਵੱਖ-ਵੱਖ ਮੋਟਾਈ ਵੱਲ ਲੈ ਜਾਂਦੀ ਹੈ।ਇਸ ਤੋਂ ਇਲਾਵਾ, ਅਸਮਾਨ ਪ੍ਰੋਫਾਈਲਾਂ ਉਸਾਰੀ ਲਈ ਕੁਝ ਮੁਸ਼ਕਲਾਂ ਲਿਆਏਗੀ ਅਤੇ ਲੈਂਡਸਕੇਪ ਪ੍ਰਭਾਵ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰੇਗੀ.
E. ਗਾਹਕਾਂ ਦੀਆਂ ਲੋੜਾਂ ਅਨੁਸਾਰ, ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੇ ਪ੍ਰੋਫਾਈਲਾਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰੋ:
1. ਪੀਸਣ ਦਾ ਇਲਾਜ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੇ ਪ੍ਰੋਫਾਈਲ ਨੂੰ ਬਾਹਰ ਕੱਢਣ ਵੇਲੇ ਪੈਦਾ ਹੋਈ ਪਲਾਸਟਿਕ ਦੀ ਚਮੜੀ ਦੀ ਇੱਕ ਪਰਤ ਨੂੰ ਹਟਾਉਣਾ ਹੈ, ਤਾਂ ਜੋ ਫੈਕਟਰੀ ਵਿੱਚ ਸਥਾਪਤ ਕੀਤੇ ਜਾਣ 'ਤੇ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੀ ਪ੍ਰੋਫਾਈਲ ਵਿੱਚ ਵਧੀਆ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਹੋਵੇ।
2. ਐਮਬੌਸਿੰਗ ਟ੍ਰੀਟਮੈਂਟ: ਪ੍ਰੋਫਾਈਲ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਪਲਾਸਟਿਕ-ਲੱਕੜ ਨੂੰ ਉਭਾਰਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਪਲਾਸਟਿਕ-ਲੱਕੜ ਦੇ ਪ੍ਰੋਫਾਈਲ ਦੀ ਸਤਹ ਨੂੰ ਲੱਕੜ ਵਰਗਾ ਪ੍ਰਭਾਵ ਮਿਲੇ।
3. ਕਟਿੰਗ, ਟੇਨੋਨਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ, ਗਾਹਕ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਕਸਟਮਾਈਜ਼ਡ ਸਾਈਜ਼, ਅਤੇ ਕਸਟਮਾਈਜ਼ ਕੀਤੇ ਉਤਪਾਦ ਜਿਵੇਂ ਕਿ ਟੈਨੋਨਿੰਗ ਲੋੜਾਂ।
4. ਉਪਰੋਕਤ ਪ੍ਰੋਸੈਸਿੰਗ ਪੂਰੀ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਆਖਰੀ ਪੜਾਅ ਉਤਪਾਦ ਨੂੰ ਪੈਕੇਜ ਕਰਨਾ ਹੈ।ਉਤਪਾਦ ਦੀ ਵਾਜਬ ਪੈਕਿੰਗ ਡਿਲੀਵਰੀ ਦੇ ਦੌਰਾਨ ਉਤਪਾਦ ਦੁਆਰਾ ਹੋਣ ਵਾਲੇ ਨੁਕਸਾਨ ਨੂੰ ਘਟਾ ਸਕਦੀ ਹੈ।

ਇੰਜੀਨੀਅਰਿੰਗ ਕੇਸ






ਇੰਜੀਨੀਅਰਿੰਗ ਕੇਸ 2


















ਪਹਿਲਾ:ਕੀਲ ਨੂੰ ਪਹਿਲਾਂ ਸਥਾਪਿਤ ਕਰੋ, ਕੀਲ ਲੱਕੜ ਜਾਂ ਡਬਲਯੂਪੀਸੀ ਹੋ ਸਕਦਾ ਹੈ
ਦੂਜਾ:ਬਾਹਰੀ ਕੰਧ ਪੈਨਲ ਨੂੰ ਧਾਤ ਦੇ ਬਕਲ ਨਾਲ ਕੀਲ 'ਤੇ ਠੀਕ ਕਰੋ
ਤੀਜਾ:ਏਅਰ ਨੇਲ ਗਨ ਜਾਂ ਪੇਚਾਂ ਨਾਲ ਧਾਤ ਦੇ ਬਕਲ ਅਤੇ ਕੀਲ ਨੂੰ ਠੀਕ ਕਰੋ
ਚੌਥਾ:ਅਗਲੇ ਆਊਟਡੋਰ ਡਬਲਯੂਪੀਸੀ ਵਾਲ ਪੈਨਲ ਨੂੰ ਉੱਪਰਲੀ ਕੰਧ ਪੈਨਲ ਲਾਕ ਵਿੱਚ ਪਾਉਣ ਤੋਂ ਬਾਅਦ, ਧਾਤੂ ਦੇ ਬਕਲ ਅਤੇ ਕੀਲ ਦਾ ਅੰਦਾਜ਼ਾ ਲਗਾਉਣ ਲਈ ਏਅਰ ਨੇਲ ਗਨ ਜਾਂ ਪੇਚ ਦੀ ਵਰਤੋਂ ਕਰੋ।
ਪੰਜਵਾਂ:ਚੌਥਾ ਕਦਮ ਦੁਹਰਾਓ
ਛੇਵਾਂ:ਕੰਧ ਪੈਨਲ ਦੀ ਸਥਾਪਨਾ ਨੂੰ ਪੂਰਾ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਆਲੇ-ਦੁਆਲੇ L ਕਿਨਾਰੇ ਬੈਂਡ ਸ਼ਾਮਲ ਕਰੋ
| ਘਣਤਾ | 1.33g/m3 (ਮਿਆਰੀ: ASTM D792-13 ਵਿਧੀ B) |
| ਲਚੀਲਾਪਨ | 24.5 MPa (ਮਿਆਰੀ: ASTM D638-14) |
| ਲਚਕਦਾਰ ਤਾਕਤ | 34.5Mp (ਮਿਆਰੀ: ASTM D790-10) |
| ਫਲੈਕਸਰਲ ਮਾਡਯੂਲਸ | 3565Mp (ਮਿਆਰੀ: ASTM D790-10) |
| ਪ੍ਰਭਾਵ ਦੀ ਤਾਕਤ | 84J/m (ਮਿਆਰੀ: ASTM D4812-11) |
| ਕਿਨਾਰੇ ਦੀ ਕਠੋਰਤਾ | D71 (ਮਿਆਰੀ: ASTM D2240-05) |
| ਪਾਣੀ ਸਮਾਈ | 0.65% (ਮਿਆਰੀ: ASTM D570-98) |
| ਥਰਮਲ ਵਿਸਥਾਰ | 33.25×10-6 (ਮਿਆਰੀ: ASTM D696 – 08) |
| ਸਲਿੱਪ ਰੋਧਕ | R11 (ਮਿਆਰੀ: DIN 51130:2014) |





