



වීඩියෝ

විස්තර පින්තූර

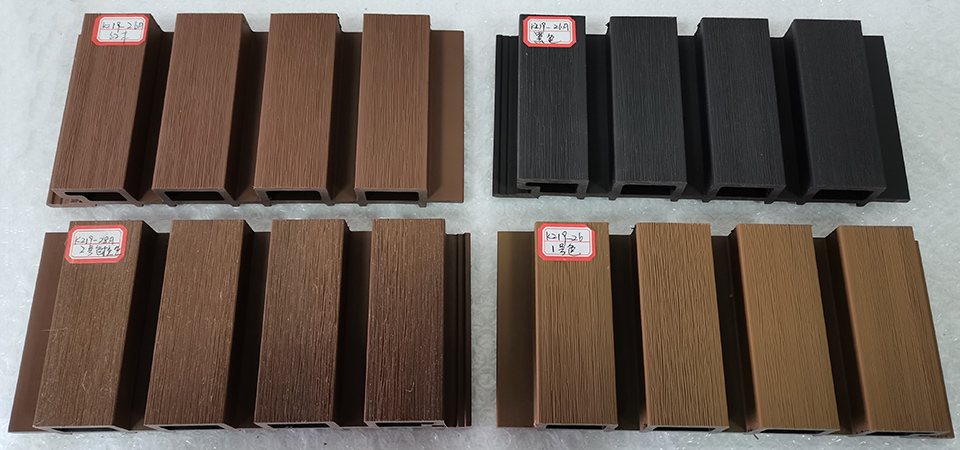
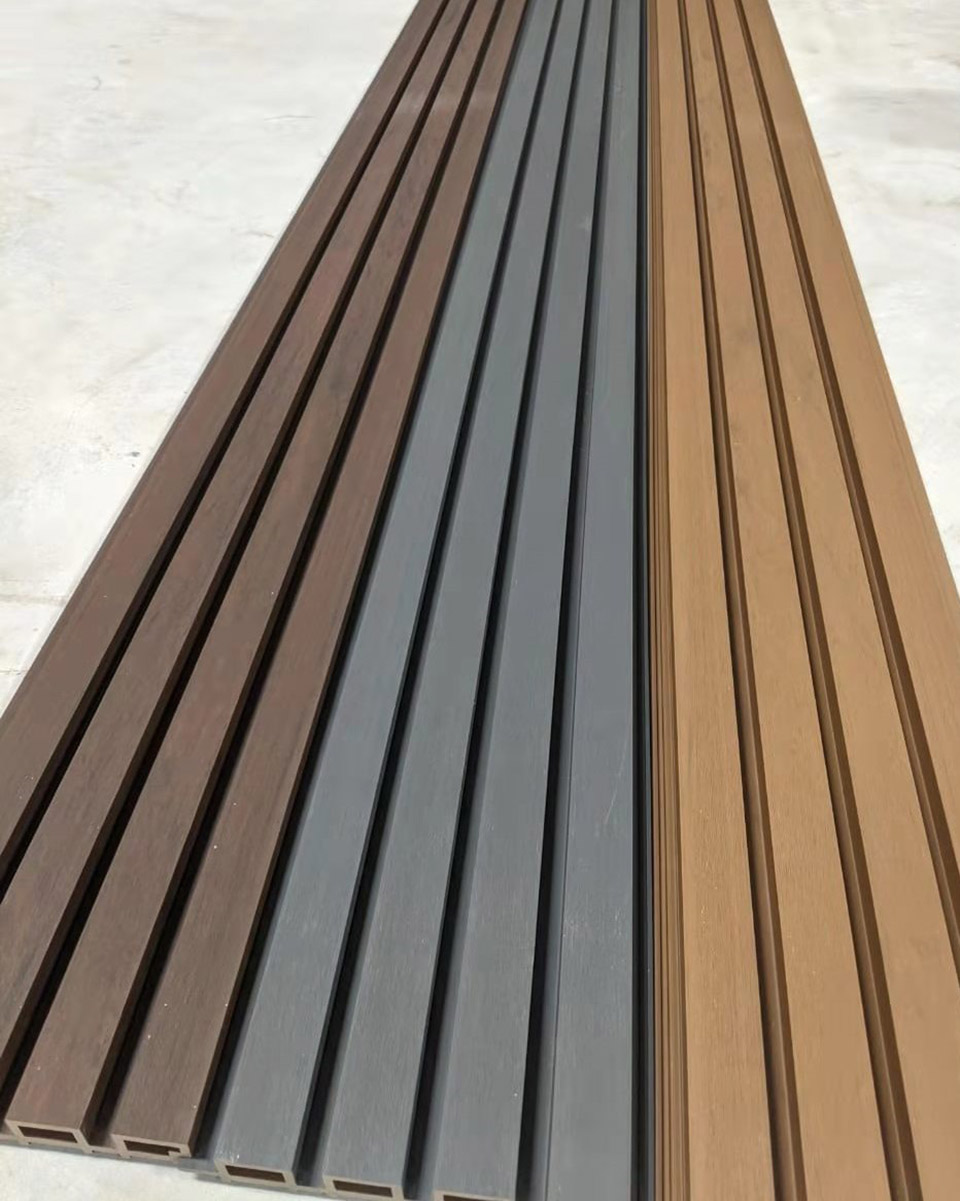

වර්ණ සංදර්ශකය

දිගු ආයු කාලය
අවම නඩත්තු
විකෘති වීම හෝ කැඩීම නැත
ස්ලිප්-ප්රතිරෝධී ඇවිදීමේ පෘෂ්ඨයන්
සීරීම් වලට ඔරොත්තු දෙන
පැල්ලම් ප්රතිරෝධී
දිය කාන්දු නොවන
වසර 15ක වගකීමක්
95% ප්රතිචක්රීකරණය කරන ලද දැව සහ ප්ලාස්ටික්
ක්ෂුද්ර ජීවී විරෝධී
ගිනි ප්රතිරෝධී
පහසු ස්ථාපනය
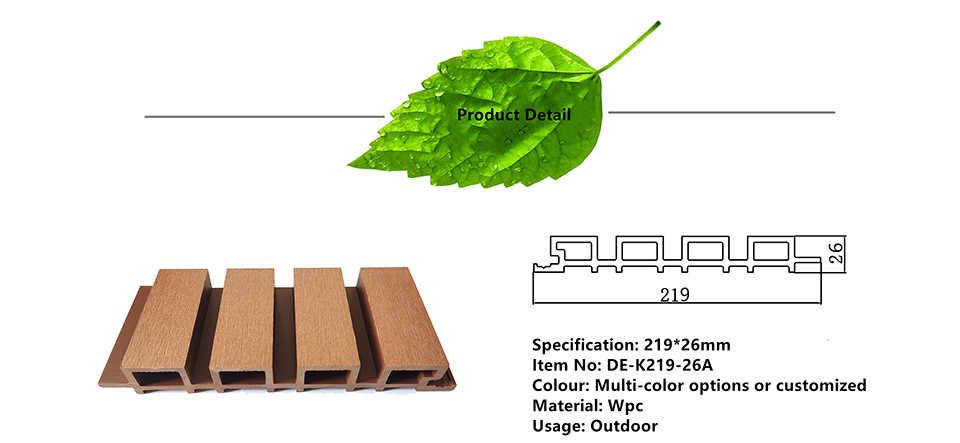
පරාමිතිය
| වෙළඳ නාමය | DEGE |
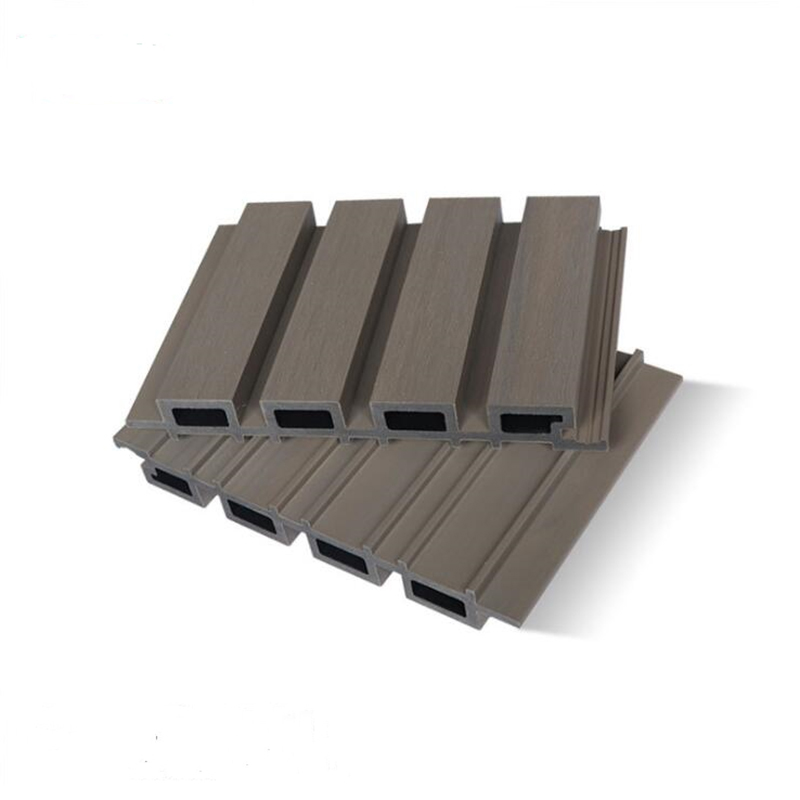
| නම | WPC බිත්ති ආවරණ |
| අයිතමය | Cladding |
| සම්මත ප්රමාණය | |
| WPC සංරචකය | 30% HDPE + 60% ලී කෙඳි + 10% ආකලන |
| අමතර උපාංග | පේටන්ට් බලපත්ර සහිත ක්ලිප් පහසු පද්ධතිය |
| බෙදාහැරීමේ කාලය | අඩි 20 කන්ටේනරයක් සඳහා දින 20-25 පමණ |
| ගෙවීම | 30% තැන්පත් කර ඇත, ඉතිරිය භාර දීමට පෙර ගෙවිය යුතුය |
| නඩත්තු | නොමිලේ නඩත්තු කිරීම |
| ප්රතිචක්රීකරණය | 100% ප්රතිචක්රීකරණය කළ හැකි |
| පැකේජය | පැලට් හෝ තොග ඇසුරුම් |
ලබා ගත හැකි මතුපිට


තත්ත්ව පරීක්ෂණය



Wpc Wall Panel නිෂ්පාදන ක්රියාවලිය

A. PE ප්ලාස්ටික් දැව දැනට ලෝකයේ බහුලව භාවිතා වන ප්ලාස්ටික් දැව වර්ගය වේ, එනම් අපගේ WPC CLADDING, WPC FENCING.පළමුවෙන්ම, PE ප්ලාස්ටික් දැව නිෂ්පාදනවල අමුද්රව්ය තේරුම් ගනිමු.ප්රධාන අමුද්රව්ය වන්නේ PE ප්ලාස්ටික් සහ පොප්ලර් ලී කුඩු., ටෝනර්, ප්රති පාරජම්බුල අවශෝෂක, compatibilizer.
1. PE ප්ලාස්ටික්: පිරිවැය සහ විලයන HDPE පිළිබඳ සවිස්තරාත්මක සංසන්දනය හොඳම තේරීම වන අතර වෙළඳපොලේ ඇති ප්ලාස්ටික් දැව මූලික වශයෙන් ප්රධාන අමුද්රව්ය ලෙස ප්රතිචක්රීකරණය කරන ලද ද්රව්ය භාවිතා කරයි, එමඟින් සුදු දූෂණය අවම කර අපගේ පරිසරය වඩාත් සෞඛ්ය සම්පන්න සහ පරිසර හිතකාමී කරයි."ප්රතිචක්රීකරණය" ප්රතිචක්රීකරණය කරන ලද ප්ලාස්ටික් ද්රව්ය ලෙසද හැඳින්වේ.කාර්මික වශයෙන් ප්රතිචක්රීකරණය කළ හැකි ප්ලාස්ටික්, යම් සැකසුම් ක්රියාවලියක් හරහා නැවත භාවිත කළ හැකි ඒවා ප්රතිචක්රීකරණය කළ ප්ලාස්ටික් ලෙස හැඳින්වේ.ප්රතිචක්රීකරණය කරන ලද ද්රව්ය විශේෂ ශ්රේණියේ ප්රතිචක්රීකරණය කරන ලද ද්රව්ය සහ පළමු ශ්රේණියේ ප්රතිචක්රීකරණය කරන ලද ද්රව්ය වැනි බොහෝ ශ්රේණිවලට බෙදා ඇත., ද්විතීයික ප්රතිචක්රීකරණය, තෘතියික ප්රතිචක්රීකරණය හෝ කසළ පවා, එහි තේරුම වචනානුසාරයෙන් තේරුම් ගැනීම පහසුය, ශ්රේණිය ඉහළ, ප්ලාස්ටික් වල අපිරිසිදු අන්තර්ගතය අඩු වීම, කසළ ස්වභාවිකවම අපිරිසිදු අන්තර්ගතයේ ඉහළ මට්ටමක පවතින අතර අමුද්රව්ය කෙලින්ම තෝරා ගැනීම. ප්ලාස්ටික් දැව තෝරාගැනීමට බලපාන්නේ ප්ලාස්ටික්-ලී ද්රව්ය යනු ලී කුඩු ප්ලාස්ටික් වලින් ඔතා ඇති ප්රාන්තයක් වන බැවින්, ප්ලාස්ටික් වල අපිරිසිදු අන්තර්ගතය වැඩි නම් සහ ප්ලාස්ටික් ප්රමාණය කුඩා නම්, ස්වාභාවිකවම ලී කුඩු හොඳින් ඔතා ගැනීමට නොහැකි වේ. .
2. ලී පිටි: ප්ලාස්ටික් ලී වල ලී පිටි සහ ප්ලාස්ටික් පරිපූර්ණ විලයනය සාක්ෂාත් කර ගැනීම සඳහා, ප්ලාස්ටික් සඳහා දැඩි අවශ්යතා පමණක් නොව, ලී පිටි ද ඇත: එම බරින් යුත් ලී පිටි සියුම් වන තරමට මතුපිට ප්රදේශය විශාල වේ. කුඩු වලින්.අවශ්ය ප්ලාස්ටික් ප්රමාණය වැඩි;ඊට පටහැනිව, ලී කුඩු කුඩු විශාල වන තරමට කුඩු වල මතුපිට ප්රමාණය කුඩා වන අතර ප්ලාස්ටික් විලයනයේදී අවශ්ය ප්ලාස්ටික් ප්රමාණය අඩු වේ.වසර ගණනාවක අත්හදා බැලීම්වලින් පසුව, පොප්ලර් ලී කුඩු හොඳම ලී කුඩු කුඩු වන අතර, කුඩු වල අංශු ප්රමාණය 80-100 දැලක් ඝනකමේ හොඳම වේ;කුඩු ඉතා සියුම් ය, සැකසුම් පිරිවැය ඉහළ ය, ප්ලාස්ටික් සංයුතියට වැඩි මුදලක් අවශ්ය වේ, සහ පිරිවැය වැඩි ය, නමුත් අච්චු කරන ලද ප්ලාස්ටික්-ලී නිෂ්පාදනයේ ඉහළ ප්ලාස්ටික් බවක් ඇත;කුඩු ඉතා රළු නම්, සැකසීමේ පිරිවැය අඩු වන අතර ප්ලාස්ටික් සංයුතියේ අවශ්යතා අඩු වේ, නමුත් අච්චු කරන ලද ප්ලාස්ටික්-ලී නිෂ්පාදනයේ ප්රමාණවත් විලයනයක් නොමැත, අස්ථාවර වන අතර කැඩීමට පහසුය.
3. සහායක ද්රව්ය: ටෝනර්වල ප්රධාන කාර්යය වන්නේ ප්ලාස්ටික් දැව ද්රව්යවල වර්ණයට ගැලපීමයි.වර්තමානයේ, PE ප්ලාස්ටික් දැව ප්රධාන යෙදුම අකාබනික වර්ණ කුඩු වේ.ගෘහස්ථ PVC පාරිසරික දැව සඳහා භාවිතා කරන කාබනික වර්ණයට වඩා වෙනස් වන එළිමහන් භාවිතය සඳහා වඩා හොඳ මැකී යාමේ ක්රියාකාරිත්වයක් ඇත.කුඩු, කාබනික ටෝනර් වර්ණය වඩාත් දීප්තිමත් හා දීප්තිමත් වේ.ප්රති-පාරජම්බුල අවශෝෂකයේ ප්රධාන කාර්යය වන්නේ ප්ලාස්ටික් දැව එළිමහන් භාවිතයේ ප්රති-පාරජම්බුල හැකියාව වැඩි දියුණු කිරීම සහ වයස්ගත වීම වැළැක්වීමේ ක්රියාකාරිත්වය වැඩි දියුණු කිරීමයි.Compatibilizer යනු ලී පිටි සහ දුම්මල අතර ගැළපුම ප්රවර්ධනය කරන ආකලනයකි.
B. ප්ලාස්ටික් දැව අමුද්රව්ය කෙටියෙන් තේරුම් ගන්න, ඊළඟ පියවර වන්නේ පෙති කිරීමයි.ඉහත අමුද්රව්ය අනුව, නිශ්චිත අනුපාතයකට අනුව මිශ්ර කර, ඉහළ උෂ්ණත්ව විලයන වියළීම හරහා ප්ලාස්ටික් ලී පෙති නෙරා, භාවිතය සඳහා ඇසුරුම් කරන්න.pelletizing උපකරණවල ප්රධාන කාර්යය වන්නේ දැව කුඩු සහ ප්ලාස්ටික් පූර්ව ප්ලාස්ටික්කරණ ක්රියාවලිය අවබෝධ කර ගැනීම, ද්රවාංක තත්ව යටතේ ජෛව ස්කන්ධ කුඩු ද්රව්ය සහ PE ප්ලාස්ටික් ඒකාකාර මිශ්ර කිරීම සහ ප්ලාස්ටික් දැව ද්රව්ය නිෂ්පාදනය සඳහා පූර්ව ප්රතිකාර සිදු කිරීමයි.දැව-ප්ලාස්ටික් දියවීම දුර්වල ද්රවශීලතාවය හේතුවෙන්, ලී ප්ලාස්ටික් ද්රව්ය pelletizer සහ ප්ලාස්ටික් pelletizer නිර්මාණය හරියටම සමාන නොවේ.විවිධ ප්ලාස්ටික් සඳහා, pelletizer නිර්මාණය ද වෙනස් වේ.පොලිඑතිලීන් සඳහා සාමාන්යයෙන් භාවිතා කරන පෙතිකාරකය සාමාන්යයෙන් කේතුකාකාර ද්විත්ව ඉස්කුරුප්පු නිස්සාරණයක් භාවිතා කරයි, මන්ද පොලිඑතිලීන් තාප සංවේදී දුම්මලයක් වන අතර කේතුකාකාර ද්විත්ව ඉස්කුරුප්පු නිස්සාරණයට ශක්තිමත් කැපුම් බලයක් ඇති අතර ඉස්කුරුප්පු දිග සාපේක්ෂව සමාන්තර වේ.නිවුන් ඉස්කුරුප්පු නිස්සාරණය කෙටි වන අතර, එය බැරලයේ ද්රව්යයේ පදිංචි කාලය අඩු කරයි.ඉස්කුරුප්පුවේ පිටත විෂ්කම්භය විශාල සිට කුඩා දක්වා කේතුකාකාර මෝස්තරයක් ඇත, එබැවින් සම්පීඩන අනුපාතය තරමක් විශාල වන අතර, ද්රව්යය බැරලය තුළ වඩාත් සම්පූර්ණ හා ඒකාකාරව ප්ලාස්ටික් කළ හැක.
C. pelletizing පසු, එය extrusion වේදිකාවට ඇතුල් වේ.නිස්සාරණයට පෙර සූදානම් කිරීම් කිහිපයක් සිදු කළ යුතුය:
1. නිෂ්පාදනය කරන ලද ප්ලාස්ටික් දැවයේ අපිරිසිදු වර්ණය වළක්වා ගැනීම සඳහා ආප්පයේ කිසිදු අපද්රව්ය හෝ වෙනත් වර්ණ අංශු නොමැති බවට වග බලා ගන්න;
2. නිස්සාරකයේ රික්ත උපකරණ බාධාවකින් තොරව තිබේ දැයි පරීක්ෂා කර, රික්ත උපාධිය -0.08mpa ට නොඅඩු බව සහතික කරන්න.වැකුම් බැරලය සාමාන්ය නම් මාරුවකට දෙවරක් පිරිසිදු කළ යුතුය.පිටාර සිදුරු පිරිසිදු කිරීම සඳහා ලෝහ මෙවලම් භාවිතා නොකරන්න, ප්ලාස්ටික් හෝ ලී කූරු භාවිතා කර බැරලයේ පිටාර කුහරවල අපිරිසිදුකම පිරිසිදු කරන්න;
3. ආප්ප ලෝහ පෙරහනකින් සමන්විත දැයි පරීක්ෂා කරන්න.අංශුවල මිශ්ර වූ ලෝහ අපද්රව්ය ඉවත් කිරීම, උපකරණවල අභ්යන්තරයේ ඇති ලෝහ අපද්රව්ය ඇඳීම අඩු කිරීම සහ අච්චු කරන ලද ප්ලාස්ටික්-ලී පැතිකඩවල පරිපූර්ණ විලයනය සහතික කිරීම සඳහා අංශු ලෝහ හරහා පෙරීම සිදු කරයි.
4. සිසිලන ජල පද්ධතිය සාමාන්යයෙන් ක්රියාත්මක වන්නේද යන්න.පරිපූර්ණ සිසිලන ජල පද්ධතියක් යනු ප්ලාස්ටික්-දැව නිස්සාරණයෙන් පසු සිසිලනය සඳහා අවශ්ය උපකරණ වේ.කාලෝචිත සිසිලන ප්රතිකාරය ප්ලාස්ටික්-ලී පැතිකඩවල හොඳ හැඩය සහතික කළ හැකිය.
5. ප්ලාස්ටික්-දැව අච්චු සවි කරන්න, නිෂ්පාදනය කළ යුතු පැතිකඩ අනුව නම් කරන ලද අච්චු ස්ථාපනය කරන්න.
6. වායුමය කැපුම් යන්ත්රය සහ අනෙකුත් ඉස්කුරුප්පු සංරචක සාමාන්යයෙන් ක්රියා කළ හැකිද යන්න පරීක්ෂා කරන්න.
D. අලුතින් නෙරා ඇති ප්ලාස්ටික්-දැව පැතිකඩෙහි උෂ්ණත්වය සාපේක්ෂ වශයෙන් ඉහළ මට්ටමක පවතින අතර, එය අතින් පැතලි බිමක් මත තැබිය යුතුය.පැතිකඩ සම්පූර්ණයෙන්ම සිසිල් වූ පසු, එය සකස් කර ඇසුරුම් කරනු ලැබේ.මෙම පියවර සරල වුවද, එය ඉතා වැදගත් වේ.කර්මාන්තශාලාව මෙම විස්තර නොසලකා හරින්නේ නම්, කර්මාන්තශාලා ද්රව්ය බොහෝ විට දෝෂ ඇති වේ.අසමාන ප්ලාස්ටික් දැව පහසුවෙන් පසුකාලීනව ඇඹරීම සහ සැකසීමෙන් පසු නිෂ්පාදනයේ ඉහළ සහ පහළ පෘෂ්ඨවල විවිධ ඝනකම් වලට තුඩු දෙනු ඇත.ඊට අමතරව, අසමාන පැතිකඩ ඉදිකිරීම් සඳහා යම් යම් දුෂ්කරතා ගෙන එනු ඇති අතර භූ දර්ශන බලපෑමට බලපායි.
E. ගනුදෙනුකරුවන්ගේ අවශ්යතා අනුව, ප්ලාස්ටික්-දැව පැතිකඩ සැකසීම:
1. ඇඹරුම් ප්රතිකාරය යනු ප්ලාස්ටික්-ලී පැතිකඩ නිස්සාරණය කරන විට නිපදවන ප්ලාස්ටික් සම තට්ටුවක් ඉවත් කිරීමයි, එවිට ප්ලාස්ටික්-ලී පැතිකඩ කර්මාන්තශාලාවේ ස්ථාපනය කරන විට වඩා හොඳ ඇඳුම් ප්රතිරෝධයක් ඇත.
2. එම්බොසිං පතිකාර: පැතිකඩ මතුපිට ඔප දැමීමෙන් පසු, ප්ලාස්ටික්-ලී පැතිකඩෙහි මතුපිට ලී-සමාන බලපෑමක් ඇති කිරීම සඳහා ප්ලාස්ටික්-දැව එම්බෝස් කර ඇත.
3. කැපීම, ටෙනොනිං සැකසීම, පාරිභෝගික අවශ්යතා අනුව අභිරුචි කළ ප්රමාණය සහ ටෙනොනිං අවශ්යතා වැනි අභිරුචි කළ නිෂ්පාදන.
4. ඉහත සැකසුම් අවසන් වූ පසු, අවසාන පියවර වන්නේ නිෂ්පාදිතය ඇසුරුම් කිරීමයි.නිෂ්පාදනයේ සාධාරණ ඇසුරුම් මගින් බෙදා හැරීමේදී නිෂ්පාදනයෙන් සිදුවන හානිය අවම කර ගත හැකිය.

ඉංජිනේරු නඩුව






ඉංජිනේරු නඩුව 2


















පළමුවන:මුලින්ම keel එක ස්ථාපනය කරන්න, Keel එක ලී හෝ Wpc විය හැක
දෙවැනි:ලෝහ ගාංචුවකින් කීල් මත එළිමහන් බිත්ති පුවරුව සවි කරන්න
තුන්වන:වායු නිය තුවක්කුවකින් හෝ ඉස්කුරුප්පු වලින් ලෝහ බකල් සහ කීල් සවි කරන්න
හතරවන:ඊළඟ එළිමහන් wpc බිත්ති පුවරුව ඉහළ බිත්ති පැනල අගුලට ඇතුළු කිරීමෙන් පසු, ලෝහ බකල් සහ කීල් ඇස්තමේන්තු කිරීමට වායු නිය තුවක්කුවක් හෝ ඉස්කුරුප්පුවක් භාවිතා කරන්න
පස්වන:සිව්වන පියවර නැවත කරන්න
හය වන:බිත්ති පැනල් ස්ථාපනය අවසන් කිරීමෙන් පසු, වටා L දාර පටි එකතු කරන්න
| ඝනත්වය | 1.33g/m3 (සම්මත: ASTM D792-13 ක්රමය B) |
| ටෙන්සයිල් ස්ට්රෙන්ත් | 24.5 MPa (සම්මත: ASTM D638-14) |
| Flexural ශක්තිය | 34.5Mp (සම්මත: ASTM D790-10) |
| Flexural Modulus | 3565Mp (සම්මත: ASTM D790-10) |
| බලපෑම් ශක්තිය | 84J/m (සම්මත: ASTM D4812-11) |
| වෙරළේ දැඩි බව | D71 (සම්මත: ASTM D2240-05) |
| ජල අවශෝෂණය | 0.65% (සම්මත: ASTM D570-98) |
| තාප ප්රසාරණය | 33.25×10-6 (සම්මත: ASTM D696 – 08) |
| ස්ලිප් ප්රතිරෝධී | R11 (සම්මත: DIN 51130:2014) |





