



Video

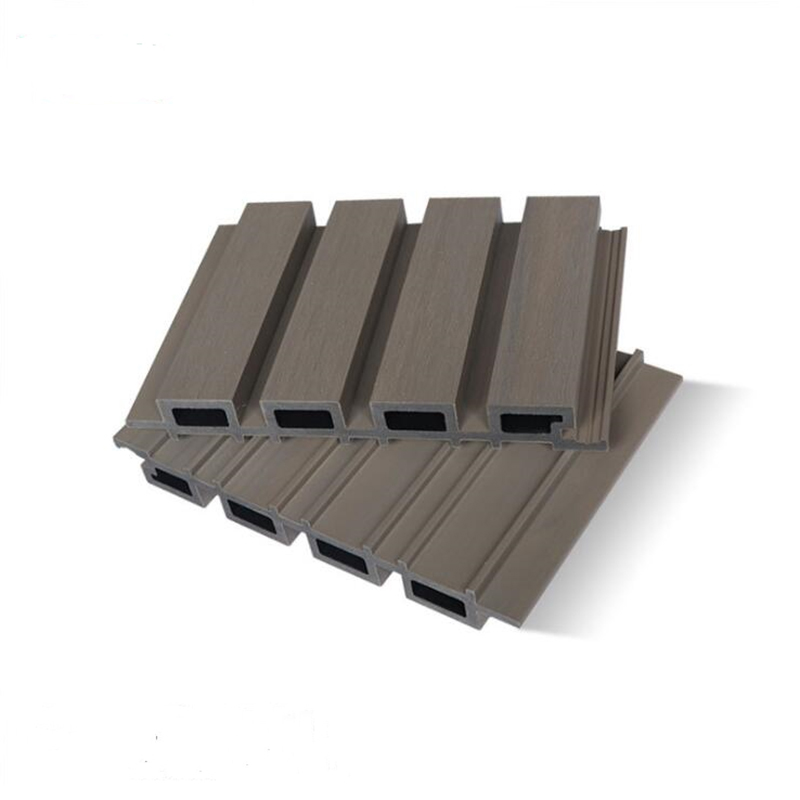
Maelezo ya Picha

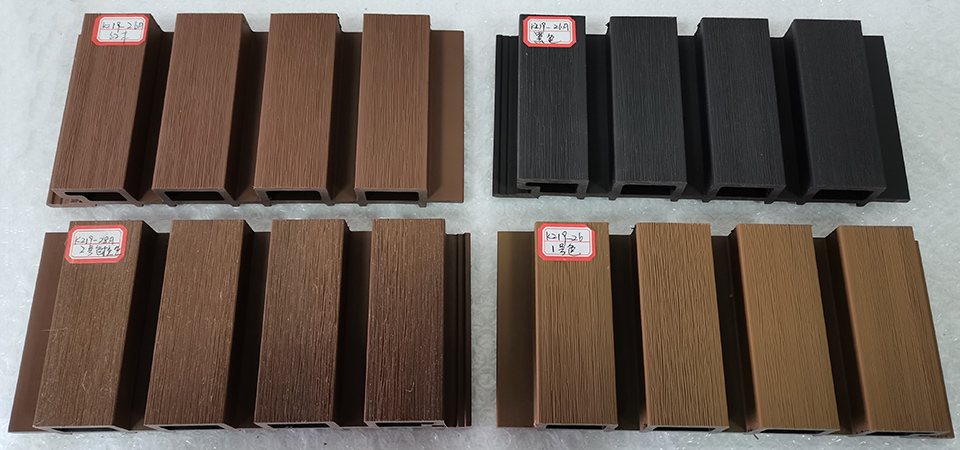
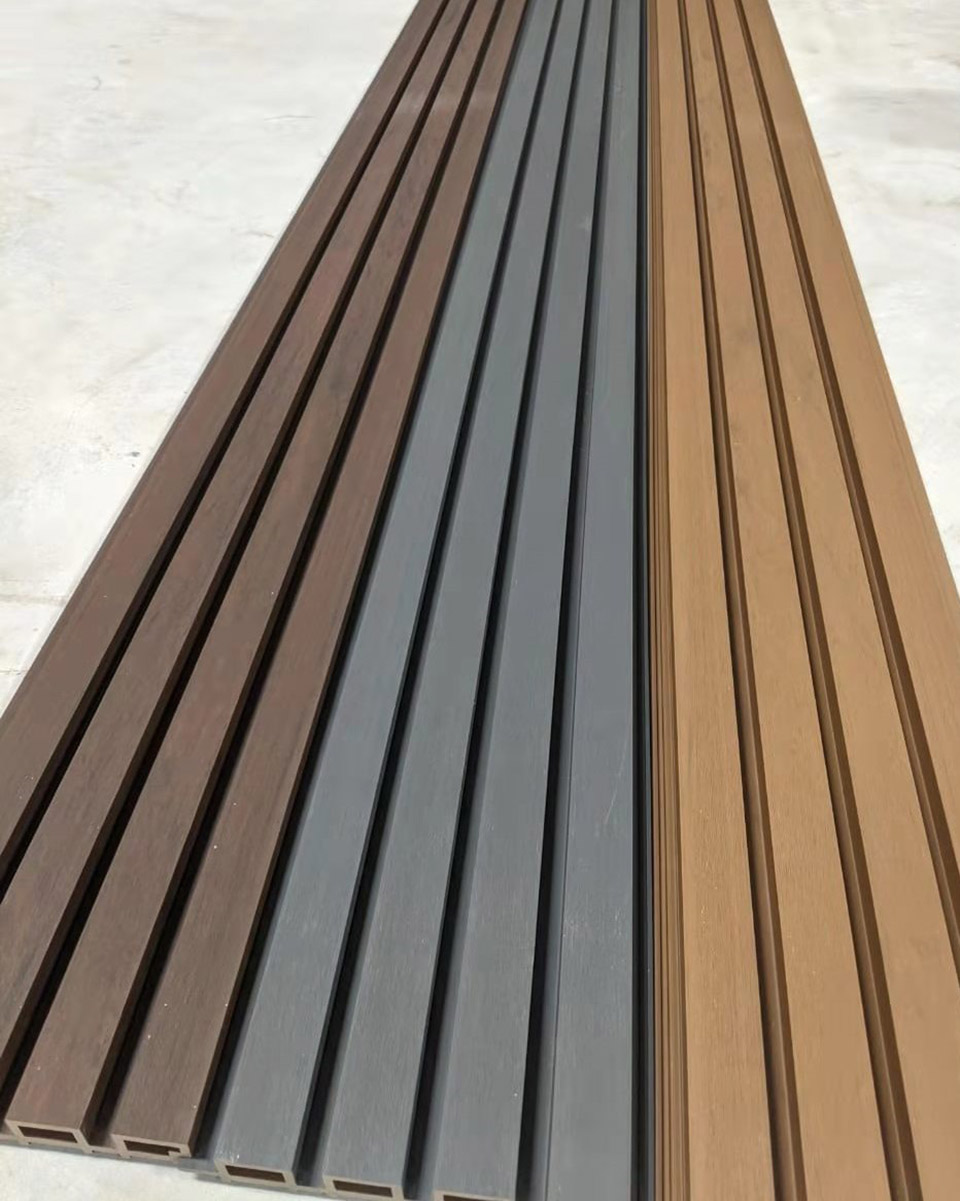

Onyesho la Rangi

Muda mrefu wa Maisha
Matengenezo ya Chini
Hakuna Warping au Splintering
Sehemu za kutembea zinazostahimili kuteleza
Inastahimili Mikwaruzo
Sugu ya Madoa
Inazuia maji
Udhamini wa Miaka 15
Asilimia 95% ya mbao na plastiki zilizosindika tena
Anti-microbial
Inastahimili Moto
Ufungaji Rahisi
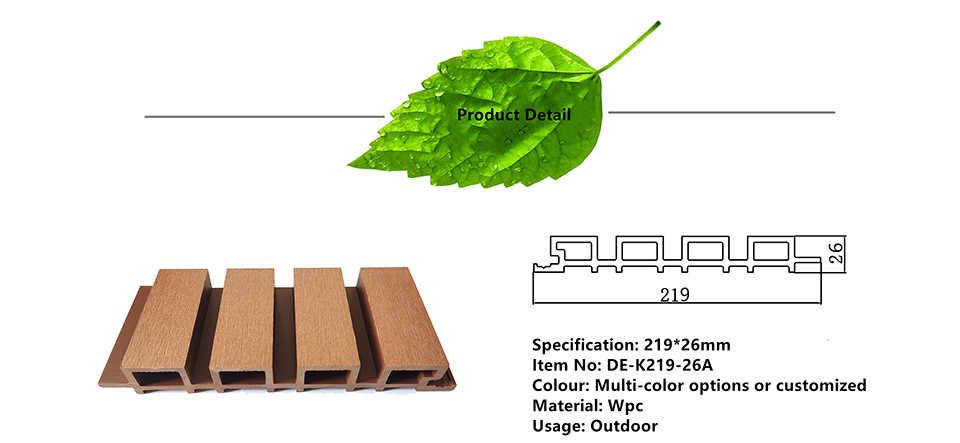
Kigezo
| Chapa | DEGE |
| Jina | KUPANDA UKUTA WA WPC |
| Kipengee | CLADDING |
| Ukubwa wa kawaida | |
| Sehemu ya WPC | 30% HDPE + 60% fiber kuni + 10% viungio |
| Vifaa | Mfumo wa klipu ulio na hati miliki |
| Wakati wa utoaji | Takriban siku 20-25 kwa chombo kimoja cha futi 20 |
| Malipo | 30% iliyowekwa, iliyobaki inapaswa kulipwa kabla ya kujifungua |
| Matengenezo | Matengenezo ya bure |
| Usafishaji | 100% inaweza kutumika tena |
| Kifurushi | Ufungashaji wa pallet au wingi |
Uso Unapatikana


Mtihani wa Ubora



Mchakato wa Uzalishaji wa Jopo la Ukuta la Wpc

A. Mbao za plastiki za PE kwa sasa ndio aina inayotumika sana ya mbao za plastiki duniani, yaani, WPC CLADDING yetu, WPC FENCING.Kwanza kabisa, hebu tuelewe malighafi ya bidhaa za mbao za plastiki za PE.Malighafi kuu ni plastiki ya PE na poda ya kuni ya poplar., Tona, kifyonzaji cha kupambana na ultraviolet, kiambatanisho.
1. Plastiki ya PE: Ulinganisho wa kina wa gharama na muunganisho wa HDPE ndio chaguo bora zaidi, na mbao za plastiki sokoni kimsingi hutumia malighafi iliyosindikwa kama malighafi kuu, ambayo hupunguza uchafuzi mweupe na kufanya mazingira yetu kuwa na afya zaidi na rafiki wa mazingira."Recycled" pia inaitwa recycled plastiki nyenzo.Plastiki zote zinazoweza kutumika tena viwandani ambazo zinaweza kutumika tena kupitia mchakato fulani wa usindikaji huitwa plastiki zilizosindikwa;nyenzo zilizosindikwa zimegawanywa katika madaraja mengi, kama vile nyenzo za daraja la kwanza zilizosindikwa tena na vifaa vya kuchakata tena vya daraja la kwanza., Usafishaji wa Sekondari, kuchakata tena kwa elimu ya juu au hata takataka, ni rahisi kuelewa maana halisi, daraja la juu, chini ya uchafu wa plastiki, takataka ni ya juu katika maudhui ya uchafu, na uchaguzi wa malighafi moja kwa moja. huathiri uchaguzi wa mbao za plastiki Kwa sababu nyenzo za mbao za plastiki ni hali ambapo unga wa kuni umefungwa kwa plastiki, ikiwa maudhui ya uchafu wa plastiki ni ya juu, na sehemu ya plastiki yenyewe ni ndogo, kwa kawaida haiwezi kufunika poda ya kuni vizuri. .
2. Unga wa mbao: Ili kufikia muunganisho kamili wa unga wa mbao na plastiki katika mbao za plastiki, hakuna mahitaji madhubuti tu ya plastiki, lakini pia unga wa mbao: kadiri unga wa mbao ulivyo mwembamba wa uzani sawa, ndivyo eneo la uso linavyokuwa kubwa. ya unga.juu ya uwiano wa plastiki inahitajika;kinyume chake, kadiri unga wa kuni unavyozidi kuwa mkubwa, ndivyo sehemu ya uso wa poda inavyopungua, na ndivyo inavyopungua sehemu ya plastiki inayohitajika wakati wa kuunganisha plastiki.Baada ya miaka mingi ya majaribio, poda ya kuni ya poplar ni poda bora ya kuni, na ukubwa wa chembe ya poda ni bora zaidi katika unene wa mesh 80-100;poda ni nzuri sana, gharama ya usindikaji ni ya juu, utungaji wa plastiki unahitaji zaidi, na gharama ni ya juu, lakini bidhaa ya mbao ya plastiki iliyoumbwa ina plastiki ya juu sana;ikiwa poda ni mbaya sana, gharama ya usindikaji ni ya chini, na mahitaji ya utungaji wa plastiki ni kidogo, lakini bidhaa ya plastiki-mbao iliyoumbwa haina muunganisho wa kutosha, ni brittle, na ni rahisi kupasuka.
3. Vifaa vya msaidizi: Kazi kuu ya toner ni kufanana na rangi ya vifaa vya mbao vya plastiki.Kwa sasa, matumizi kuu ya kuni ya plastiki ya PE ni poda ya rangi isiyo ya kawaida.Ina utendaji bora wa kuzuia kufifia kwa matumizi ya nje, ambayo ni tofauti na rangi ya kikaboni inayotumiwa kwa kuni za kiikolojia za PVC za ndani.Poda, rangi ya toner ya kikaboni ni wazi zaidi na mkali.Kazi kuu ya kifyonzaji cha kupambana na ultraviolet ni kuboresha uwezo wa kupambana na ultraviolet wa matumizi ya nje ya kuni ya plastiki, na kuboresha utendaji wa kupambana na kuzeeka.Compatibilizer ni nyongeza ambayo inakuza utangamano kati ya unga wa kuni na resin.
B. Kuelewa malighafi ya mbao za plastiki kwa ufupi, hatua inayofuata ni pelletize.Kwa mujibu wa malighafi hapo juu, changanya kulingana na uwiano fulani, toa pellets za mbao za plastiki kupitia kukausha kwa mchanganyiko wa joto la juu, na kuzifunga kwa matumizi.Kazi kuu ya vifaa vya pelletizing ni kutambua mchakato wa kabla ya plastiki ya unga wa kuni na plastiki, kutambua mchanganyiko sare wa nyenzo za poda ya majani na plastiki ya PE chini ya hali ya kuyeyuka, na kufanya matibabu ya awali kwa ajili ya uzalishaji wa vifaa vya mbao vya plastiki.Kwa sababu ya unyevu duni wa kuyeyuka kwa kuni-plastiki, muundo wa pelletizer ya nyenzo ya kuni-plastiki na pelletizer ya plastiki sio sawa kabisa.Kwa plastiki tofauti, muundo wa pelletizer pia ni tofauti.Pelletizer kawaida kutumika kwa polyethilini kawaida hutumia conical twin-screw extruder, kwa sababu polyethilini ni resin nyeti joto, na conical twin-screw extruder ina nguvu ya kukata manyoya na urefu skrubu ni kiasi sambamba.Extruder ya screw twin ni fupi, ambayo inapunguza muda wa makazi ya nyenzo kwenye pipa.Kipenyo cha nje cha screw kina muundo wa conical kutoka kubwa hadi ndogo, hivyo uwiano wa compression ni kubwa kabisa, na nyenzo inaweza kuwa plastiki kikamilifu zaidi na sare katika pipa.
C. Baada ya pelletizing, inaingia hatua ya extrusion.Maandalizi kadhaa yanahitajika kufanywa kabla ya extrusion:
1. Hakikisha kuwa hakuna uchafu au chembe za rangi nyingine zilizobaki kwenye hopa ili kuepuka rangi isiyo najisi ya mbao za plastiki zinazozalishwa;
2. Angalia ikiwa vifaa vya utupu vya extruder haijazuiliwa na uhakikishe kuwa kiwango cha utupu sio chini ya -0.08mpa.Pipa ya utupu inapaswa kusafishwa mara mbili kwa zamu ikiwa ni ya kawaida.Usitumie zana za chuma ili kusafisha mashimo ya kutolea nje, na kutumia plastiki au vijiti vya mbao ili kusafisha uchafu katika mashimo ya kutolea nje ya pipa;
3. Angalia ikiwa hopa ina kichujio cha chuma.Chembe hizo huchujwa kwa njia ya chuma ili kuondoa uchafu wa chuma uliochanganywa katika chembe, kupunguza uvaaji wa uchafu wa chuma ndani ya vifaa na kuhakikisha muunganisho kamili wa profaili za kuni za plastiki.
4. Ikiwa mfumo wa maji ya kupoeza unafanya kazi kawaida.Mfumo kamili wa maji ya baridi ni vifaa muhimu kwa ajili ya baridi baada ya extrusion ya plastiki-mbao.Matibabu ya baridi ya wakati inaweza kuhakikisha sura nzuri ya maelezo ya plastiki-mbao.
5. Weka molds za mbao za plastiki, na usakinishe molds zilizowekwa kulingana na wasifu utakaozalishwa.
6. Angalia ikiwa mashine ya kukata nyumatiki na vipengele vingine vya screw vinaweza kufanya kazi kwa kawaida.
D. Halijoto ya wasifu mpya wa mbao wa plastiki uliotolewa ni wa juu kiasi, na inahitaji kuwekwa kwa mikono kwenye ardhi tambarare.Baada ya wasifu kupozwa kabisa, itasindika na kufungwa.Ingawa hatua hii ni rahisi, ni muhimu sana.Ikiwa kiwanda kitapuuza maelezo haya, vifaa vya kiwanda mara nyingi vitakuwa na kasoro.Miti ya plastiki isiyo na usawa itasababisha kwa urahisi unene tofauti wa nyuso za juu na za chini za bidhaa baada ya kusaga na usindikaji baadaye.Kwa kuongeza, wasifu usio na usawa utaleta matatizo fulani kwa ujenzi na kuathiri athari za mazingira.
E. Kulingana na mahitaji ya wateja, usindikaji wasifu wa mbao za plastiki:
1. Matibabu ya kusaga ni kuondoa safu ya ngozi ya plastiki inayozalishwa wakati maelezo ya plastiki-mbao yanatolewa, ili wasifu wa plastiki-mbao uwe na upinzani bora wa kuvaa wakati umewekwa kwenye kiwanda.
2. Matibabu ya embossing: Baada ya uso wa wasifu kung'olewa, mbao za plastiki hupigwa ili kufanya uso wa wasifu wa mbao wa plastiki uwe na athari ya kuni.
3. Kukata, kusindika tenoning, saizi iliyobinafsishwa kulingana na mahitaji ya mteja, na bidhaa zilizobinafsishwa kama vile mahitaji ya upangaji.
4. Baada ya usindikaji hapo juu kukamilika, hatua ya mwisho ni kufunga bidhaa.Ufungaji wa busara wa bidhaa unaweza kupunguza uharibifu unaosababishwa na bidhaa wakati wa kujifungua.

Kesi ya Uhandisi






Kesi ya Uhandisi 2


















Kwanza:kufunga keel kwanza, Keel inaweza kuwa mbao au Wpc
Pili:kurekebisha jopo la ukuta wa nje kwenye keel na buckle ya chuma
Cha tatu:kurekebisha buckle ya chuma na keel na bunduki hewa msumari au screws
Nne:baada ya kuingiza paneli inayofuata ya nje ya wpc ya nje kwenye kufuli ya paneli ya juu ya ukuta, tumia bunduki ya hewa au skrubu kukadiria pingu na keel.
Tano:kurudia hatua ya nne
Ya sita:baada ya kumaliza ufungaji wa jopo la ukuta, ongeza bendi za makali ya L karibu
| Msongamano | 1.33g/m3 (Kawaida: ASTM D792-13 Mbinu B) |
| Nguvu ya mkazo | MPa 24.5 (Kawaida: ASTM D638-14) |
| Nguvu ya flexural | 34.5Mp (Kawaida: ASTM D790-10) |
| Moduli ya Flexural | 3565Mp (Kawaida: ASTM D790-10) |
| Nguvu ya athari | 84J/m (Kawaida: ASTM D4812-11) |
| Ugumu wa pwani | D71 (Kawaida: ASTM D2240-05) |
| Kunyonya kwa maji | 0.65% (Wastani: ASTM D570-98) |
| Upanuzi wa joto | 33.25×10-6 (Kawaida: ASTM D696 – 08) |
| Inastahimili kuteleza | R11 (Wastani: DIN 51130:2014) |





