




Відэа

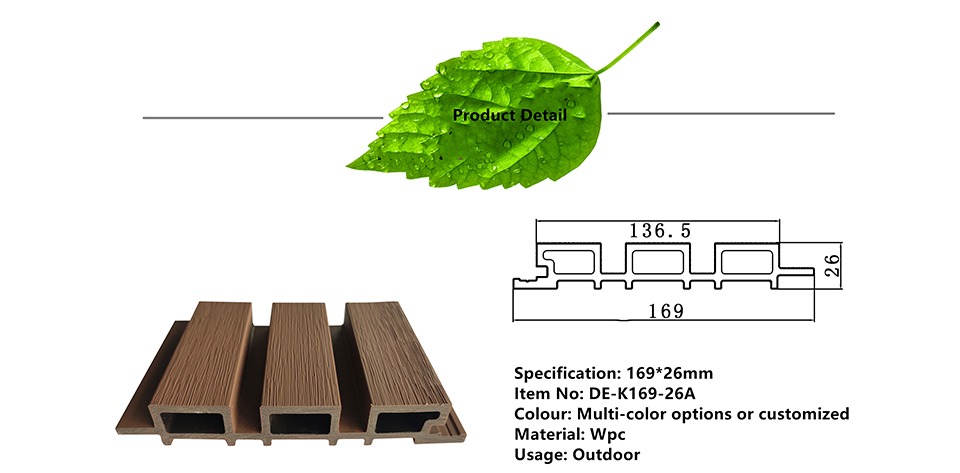
Падрабязныя выявы
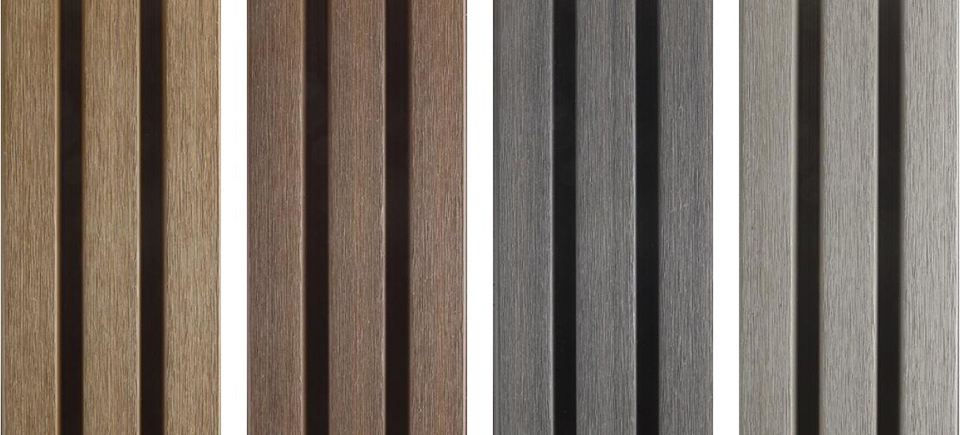

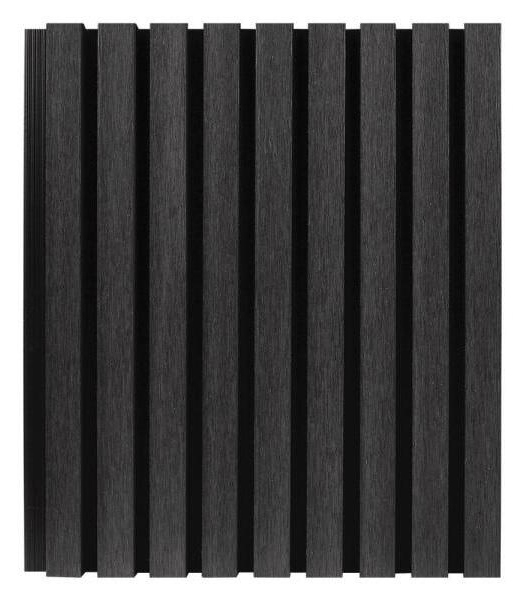
Каляровы дысплей

Доўгі тэрмін службы
Нізкі ўзровень тэхнічнага абслугоўвання
Няма дэфармацыі або расколаў
Прагулачныя паверхні супраць слізгацення
Устойлівы да драпін
Ўстойлівы да плям
Воданепранікальны
15-гадовая гарантыя
95% перапрацаванай драўніны і пластыка
Антымікробнае
Вогнеўстойлівы
Лёгкая ўстаноўка
Параметр
| Марка | ДЭГЕ |
| Імя | АБЛІКЦЫЯ СЦЕН WPC |
| Пункт | АБЛІКЦЫЯ |
| Стандартны памер | |
| Кампанент WPC | 30% HDPE + 60% драўнянага валакна + 10% дадаткаў |
| Аксэсуары | Запатэнтаваная сістэма clip-easy |
| Час дастаўкі | Каля 20-25 дзён для аднаго 20-футовага кантэйнера |
| Аплата | 30% дэпазіт, астатняе трэба аплаціць перад дастаўкай |
| Тэхнічнае абслугоўванне | Бясплатнае абслугоўванне |
| Перапрацоўка | 100% перапрацоўваецца |
| Пакет | Упакоўка на паддонах або навалам |
Даступная паверхня


Тэст якасці



Працэс вытворчасці сценавых панэляў Wpc

A. ПЭ пластыкавая драўніна ў цяперашні час з'яўляецца найбольш шырока выкарыстоўваным тыпам пластыкавай драўніны ў свеце, гэта значыць, наша WPC ЛАКАЦЫЯ, WPC FENCING.Перш за ўсё, давайце разбярэмся з сыравінай ПЭ пластмасавых вырабаў з драўніны.Асноўнай сыравінай з'яўляюцца поліэтыленавы пластык і парашок драўніны таполі., Тонар, паглынальнік супраць ультрафіялету, сумяшчальны.
1. ПЭ пластык: поўнае параўнанне кошту і плаўлення HDPE з'яўляецца лепшым выбарам, а пластыкавая драўніна на рынку ў асноўным выкарыстоўвае перапрацаваныя матэрыялы ў якасці асноўнага сыравіны, што зніжае белае забруджванне і робіць навакольнае асяроддзе больш здаровым і экалагічна чыстым.«Перапрацаваным» яшчэ называюць перапрацаваны пластыкавы матэрыял.Усе пластмасы для прамысловай перапрацоўкі, якія могуць быць паўторна выкарыстаны ў рамках пэўнага працэсу перапрацоўкі, называюцца перапрацаванымі пластмасамі;другасныя матэрыялы дзеляцца на мноства гатункаў, напрыклад, другасныя матэрыялы спецыяльнага класа і перапрацаваныя матэрыялы першага гатунку., Другасная перапрацоўка, троесная перапрацоўка або нават смецце, лёгка зразумець сэнс літаральна, чым вышэй гатунак, тым менш утрыманне прымешак у пластыку, смецце, натуральна, з высокім утрыманнем прымешак, і выбар сыравіны непасрэдна уплывае на выбар пластыкавай драўніны. Паколькі пластык-драўняны матэрыял - гэта стан, калі драўняны парашок абгорнуты пластыкам, калі ўтрыманне прымешак у пластыку высокае, а доля пластыка малая, ён, натуральна, не здольны добра абгарнуць драўняны парашок .
2. Драўняная мука: каб дасягнуць ідэальнага зліцця драўнянай мукі і пластыка ў пластыкавай драўніны, існуюць не толькі строгія патрабаванні да пластмас, але і да драўнянай мукі: чым драбней драўняная мука той жа вагі, тым большая плошча паверхні. з парашка.Чым больш патрабуецца доля пластыка;наадварот, чым буйней драўняны парашок, тым меншая плошча паверхні парашка і меншая доля пластыка, неабходная падчас пластычнага плаўлення.Пасля многіх гадоў эксперыментаў, драўняны парашок таполі з'яўляецца лепшым драўняным парашком, а памер часціц парашка з'яўляецца лепшым у таўшчыні 80-100 меш;парашок занадта дробны, кошт апрацоўкі высокая, пластычны склад патрабуе больш, а кошт вышэй, але пластыкава-драўняны выраб мае занадта высокую пластычнасць;калі парашок занадта шурпаты, кошт апрацоўкі невысокая, а патрабаванні да пластычнага складу меншыя, але пластыкавыя вырабы з драўніны маюць недастатковае расплаўлення, далікатныя і лёгка парэпацца.
3. Дапаможныя матэрыялы: асноўная функцыя тонера - адпавядаць колерам пластыкавых драўляных матэрыялаў.У цяперашні час асноўным прымяненнем ПЭ пластыкавай драўніны з'яўляецца парашок неарганічнага колеру.Ён мае лепшую прадукцыйнасць супраць выцвітання для вонкавага выкарыстання, якая адрозніваецца ад арганічнага колеру, які выкарыстоўваецца для ўнутранай экалагічнай драўніны з ПВХ.Парашок, арганічны колер тонера больш яркі і яркі.Асноўная функцыя анты-ультрафіялетавага паглынальніка - палепшыць анты-ультрафіялетавыя здольнасці пластыкавай драўніны на адкрытым паветры і палепшыць прадукцыйнасць супраць старэння.Compatibilizer - гэта дабаўка, якая спрыяе сумяшчальнасці драўнянай мукі і смалы.
B. Зразумейце сыравіну пластыкавай драўніны коратка, наступным крокам з'яўляецца грануляцыя.Згодна з вышэйпералічаным сыравінай, змяшаць у пэўным суадносінах, экструдаваць пластыкавыя драўняныя гранулы праз высокатэмпературную сушку плаўлення і спакаваць іх для выкарыстання.Асноўнай функцыяй абсталявання для гранулявання з'яўляецца рэалізацыя працэсу папярэдняй пластыфікацыі драўнянага парашка і пластыка, раўнамернае змешванне парашка біямасы і ПЭ-пластыка ва ўмовах плаўлення, а таксама правядзенне папярэдняй апрацоўкі для вытворчасці пластыкавых драўняных матэрыялаў.З-за дрэннай цякучасці драўняна-пластыкавага расплаву канструкцыя гранулятара драўняна-пластыкавага матэрыялу і пластыкавага гранулятара не зусім аднолькавая.Для розных пластмас канструкцыя гранулятара таксама адрозніваецца.Гранулятар, які звычайна выкарыстоўваецца для поліэтылену, звычайна выкарыстоўвае канічны двухшнековы экструдар, таму што поліэтылен з'яўляецца тэрмаўчувальнай смалой, а канічны двухшнековой экструдар мае моцную сілу зруху і даўжыні шнека адносна паралельныя.Двухшнековы экструдар кароткі, што скарачае час знаходжання матэрыялу ў бочцы.Вонкавы дыяметр шрубы мае канічную канструкцыю ад вялікага да малога, таму каэфіцыент сціску даволі вялікі, а матэрыял можа пластыфікавацца больш поўна і раўнамерна ў ствале.
C. Пасля гранулявання ён пераходзіць на стадыю экструзіі.Перад экструзіяй неабходна выканаць некалькі падрыхтоўчых работ:
1. Пераканайцеся, што ў бункеры не засталося прымешак або часціц іншых колераў, каб пазбегнуць бруднага колеру вырабленай пластыкавай драўніны;
2. Праверце, ці няма перашкод для вакуумнага абсталявання экструдара, і пераканайцеся, што ступень вакууму не меншая за -0,08 Мпа.Вакуумны ствол варта чысціць двойчы за змену, калі гэта нармальна.Не выкарыстоўвайце для ачысткі выпускных адтулін металічныя інструменты, а для ачысткі ад забруджванняў у выпускных адтулінах ствала выкарыстоўвайце пластыкавыя або драўляныя палачкі;
3. Праверце, ці абсталяваны бункер металічным фільтрам.Часціцы фільтруюцца праз метал для выдалення металічных прымешак, змешаных у часціцах, памяншэння зносу металічных прымешак унутранага боку абсталявання і забеспячэння ідэальнага зліцця пластыкавых профіляў з дрэва.
4. Ці нармальна працуе сістэма астуджэння.Ідэальная сістэма астуджэння - гэта неабходнае абсталяванне для астуджэння пасля экструзіі пластыка-драўніны.Своечасовая апрацоўка астуджэннем можа забяспечыць добрую форму профіляў з пластыка і дрэва.
5. Усталяваць формы з пластыка і дрэва, і ўсталёўваць прызначаныя формы ў адпаведнасці з профілямі, якія будуць выраблены.
6. Праверце, ці могуць пнеўматычны станок для рэзкі і іншыя шрубавыя кампаненты нармальна працаваць.
D. Тэмпература толькі што экструдаванага профілю з пластыка і дрэва адносна высокая, і яго трэба ўручную пакласці на роўную зямлю.Пасля поўнага астывання профілю яго апрацоўваюць і расфасоўваюць.Нягледзячы на тое, што гэты крок просты, ён вельмі важны.Калі фабрыка ігнаруе гэтыя дэталі, фабрычныя матэрыялы часта будуць мець дэфекты.Няроўная пластычная драўніна лёгка прывядзе да рознай таўшчыні верхняй і ніжняй паверхняў вырабы пасля пазнейшай шліфоўкі і апрацоўкі.Акрамя таго, няроўныя профілі прынясуць пэўныя цяжкасці ў будаўніцтва і паўплываюць на ландшафтны эфект.
E. У адпаведнасці з патрэбамі кліентаў апрацоўваем профілі пластык-дрэва:
1. Шліфавальная апрацоўка заключаецца ў выдаленні пласта пластыкавай абалонкі, якая ўтвараецца пры экструзіі пластыка-драўнянага профілю, каб пластыка-драўняны профіль меў лепшую зносаўстойлівасць пры мантажы на заводзе.
2. Апрацоўка цісненнем: Пасля паліроўкі паверхні профілю вырабляецца цісненне з пластыкавага дрэва, каб паверхня пластыкавага профілю мела эфект, падобны на дрэва.
3. Рэзка, апрацоўка шыпа, настроены памер у адпаведнасці з патрэбамі кліентаў і індывідуальныя прадукты, такія як патрэбы ў шыпах.
4. Пасля завяршэння вышэйапісанай апрацоўкі апошнім крокам з'яўляецца ўпакоўка прадукту.Разумная ўпакоўка прадукту можа паменшыць шкоду, прычыненую прадуктам падчас дастаўкі.

Інжынерная справа






Інжынерны выпадак 2
















Першы:Спачатку ўсталюйце кіль, Кіль можа быць драўляным або Wpc
Другое:зафіксуйце вонкавую сценавую панэль на кіле металічнай спражкай
Трэцяе:зафіксуйце металічную спражку і кіль з дапамогай пнеўматычнага пісталета або шруб
Чацвёртае:пасля ўстаўкі наступнай вонкавай сценавай панэлі WPC ў замак верхняй сценавай панэлі выкарыстоўвайце пнеўматычны пісталет або шрубу, каб ацаніць металічную спражку і кіль
Пяты:паўтарыце чацвёрты крок
Шостае:пасля заканчэння мантажу сценавай панэлі, дадайце L-краявыя палосы вакол
| Шчыльнасць | 1,33 г/м3 (стандарт: ASTM D792-13 метад B) |
| Трываласць на расцяжэнне | 24,5 МПа (стандарт: ASTM D638-14) |
| Трываласць на выгіб | 34,5 Мп (стандарт: ASTM D790-10) |
| Модуль выгібу | 3565 Мп (стандарт: ASTM D790-10) |
| Ударная трываласць | 84 Дж/м (стандарт: ASTM D4812-11) |
| Цвёрдасць па Шору | D71 (Стандарт: ASTM D2240-05) |
| Водапаглынанне | 0,65% (Стандарт: ASTM D570-98) |
| Тэрмічнае пашырэнне | 33,25×10-6 (стандарт: ASTM D696 - 08) |
| Устойлівы да слізгацення | R11 (Стандарт: DIN 51130:2014) |





