




Vídeo

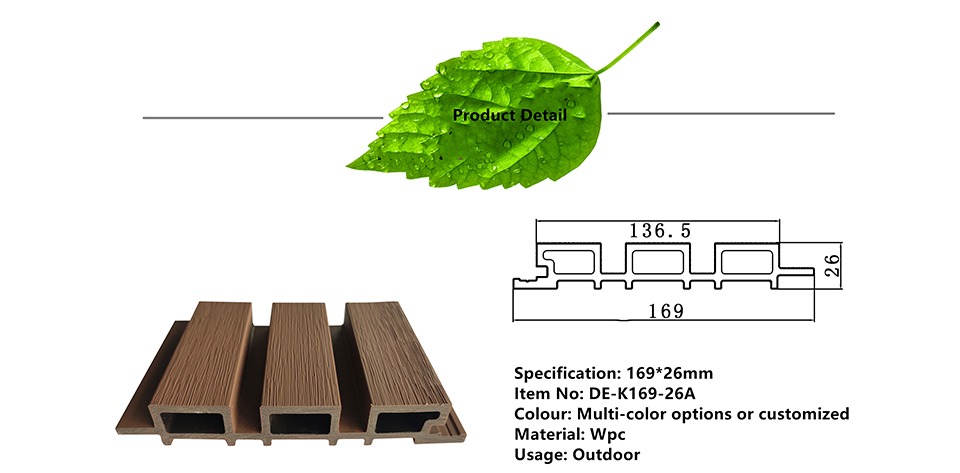
Imatges de detalls
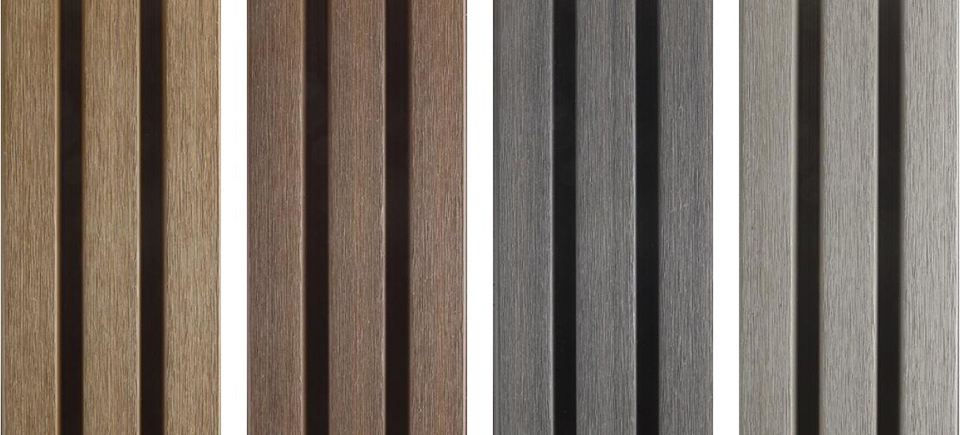

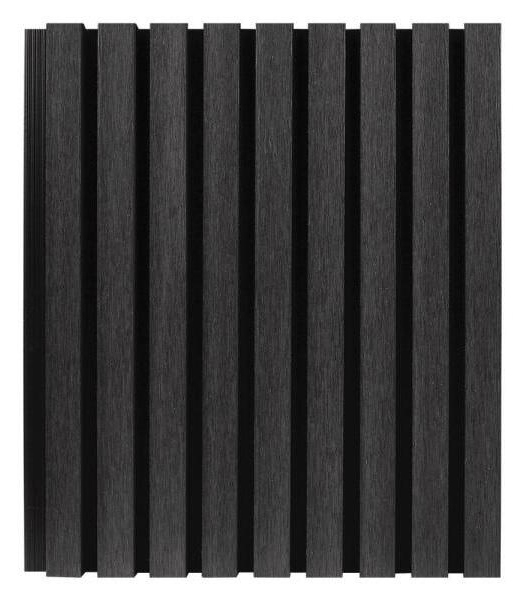
Pantalla en color

Llarga vida útil
Baix manteniment
Sense deformacions ni astillaments
Superfícies per caminar antilliscants
Resistent a les ratllades
Resistent a les taques
Impermeable
15 anys de garantia
95% fusta i plàstic reciclats
Antimicrobià
Resistent al foc
Fàcil instal·lació
Paràmetre
| Marca | DEGE |
| Nom | REVESTIDAMENT WPC |
| Article | REVESTIDAMENT |
| Talla estàndard | |
| Component WPC | 30% HDPE + 60% fibra de fusta + 10% additius |
| Accessoris | Sistema de clip-easy patentat |
| Hora d'entrega | Uns 20-25 dies per a un contenidor de 20 peus |
| Pagament | 30% dipositat, la resta s'ha de pagar abans de lliurar |
| Manteniment | Manteniment gratuït |
| Reciclatge | 100% reciclable |
| paquet | Embalatge de palets o a granel |
La superfície disponible


Test de qualitat



Procés de producció de panells de paret Wpc

A. La fusta de plàstic PE és actualment el tipus de fusta de plàstic més utilitzat al món, és a dir, el nostre REVESTIMIENT WPC, TANCA WPC.En primer lloc, entenem les matèries primeres dels productes de fusta de plàstic PE.Les principals matèries primeres són plàstic PE i pols de fusta d'àlber., Tòner, absorbent anti-ultraviolats, compatibilitzador.
1. Plàstic PE: la comparació completa de costos i fusió HDPE és la millor opció, i la fusta plàstica del mercat utilitza bàsicament materials reciclats com a matèria primera principal, la qual cosa redueix la contaminació blanca i fa que el nostre entorn sigui més saludable i respectuós amb el medi ambient."Reciclat" també s'anomena material plàstic reciclat.Tots els plàstics reciclables industrialment que es poden reutilitzar mitjançant un determinat procés de processament s'anomenen plàstics reciclats;Els materials reciclats es divideixen en molts graus, com ara materials reciclats de grau especial i materials reciclats de primer grau., Reciclatge secundari, reciclatge terciari o fins i tot escombraries, és fàcil d'entendre el significat literalment, com més alt sigui el grau, menys el contingut d'impureses del plàstic, les escombraries són naturalment alts en el contingut d'impureses i l'elecció de matèries primeres directament. Afecta l'elecció de la fusta de plàstic Com que el material de fusta de plàstic és un estat en què la pols de fusta s'embolica amb plàstic, si el contingut d'impureses del plàstic és alt i la proporció de plàstic en si és petita, naturalment no és capaç d'embolicar bé la pols de fusta. .
2. Farina de fusta: per aconseguir la fusió perfecta de farina de fusta i plàstic en fusta plàstica, no només hi ha requisits estrictes sobre plàstics, sinó també farina de fusta: com més fina sigui la farina de fusta del mateix pes, més gran serà la superfície. de la pols.Com més gran sigui la proporció de plàstic necessària;per contra, com més gran sigui la pols de fusta, menor serà la superfície de la pols i menor serà la proporció de plàstic necessària durant la fusió plàstica.Després de molts anys d'experiments, la pols de fusta d'àlber és la millor pols de fusta i la mida de partícules de la pols és la millor amb un gruix de malla 80-100;la pols és massa fina, el cost de processament és elevat, la composició plàstica requereix més i el cost és més elevat, però el producte de fusta de plàstic modelat té una plasticitat massa alta;si la pols és massa rugosa, el cost de processament és baix i els requisits de composició plàstica són menors, però el producte de fusta de plàstic modelat té una fusió insuficient, és fràgil i és fàcil de trencar.
3. Materials auxiliars: la funció principal del tòner és fer coincidir el color dels materials plàstics de fusta.Actualment, l'aplicació principal de la fusta de plàstic PE és la pols de color inorgànic.Té un millor rendiment anti-decoloració per a ús exterior, que és diferent del color orgànic utilitzat per a la fusta ecològica de PVC d'interior.El color de la pols i el tòner orgànic és més viu i brillant.La funció principal de l'absorbidor anti-ultraviolat és millorar la capacitat anti-ultraviolada de l'ús a l'exterior de la fusta de plàstic i millorar el rendiment anti-envelliment.Compatibilizer és un additiu que promou la compatibilitat entre la farina de fusta i la resina.
B. Entendre breument les matèries primeres de la fusta plàstica, el següent pas és pelletitzar.D'acord amb les matèries primeres anteriors, barregeu segons una determinada proporció, extreu pellets de fusta de plàstic mitjançant l'assecat de fusió a alta temperatura i envaseu-los per al seu ús.La funció principal de l'equip de peletització és realitzar el procés de pre-plastificació de pols de fusta i plàstic, fer una barreja uniforme de material en pols de biomassa i plàstic PE en condicions de fusió i realitzar un pretractament per a la producció de materials plàstics de fusta.A causa de la poca fluïdesa de la massa fosa de fusta i plàstic, el disseny del granulador de material de fusta i plàstic i el granulador de plàstic no és exactament el mateix.Per a diferents plàstics, el disseny del granulador també és diferent.El granulador que s'utilitza habitualment per al polietilè sol utilitzar una extrusora cònica de doble cargol, perquè el polietilè és una resina sensible a la calor, i l'extrusora cònica de doble cargol té una forta força de cisalla i les longituds dels cargols són relativament paral·leles.L'extrusora de doble cargol és curta, cosa que redueix el temps de residència del material al barril.El diàmetre exterior del cargol té un disseny cònic de gran a petit, de manera que la relació de compressió és bastant gran i el material es pot plastificar de manera més completa i uniforme al barril.
C. Després de la granulació, entra a l'etapa d'extrusió.Cal fer diverses preparacions abans de l'extrusió:
1. Assegureu-vos que no quedin impureses o partícules d'altres colors a la tremuja per evitar el color impur de la fusta plàstica produïda;
2. Comproveu si l'equip de buit de l'extrusora no està obstruït i assegureu-vos que el grau de buit no sigui inferior a -0,08 mpa.El barril de buit s'ha de netejar dues vegades per torn si és normal.No utilitzeu eines metàl·liques per netejar els forats d'escapament i utilitzeu pals de plàstic o de fusta per netejar les impureses dels forats d'escapament del canó;
3. Comproveu si la tremuja està equipada amb un filtre metàl·lic.Les partícules es filtren a través del metall per eliminar les impureses metàl·liques barrejades a les partícules, reduir el desgast de les impureses metàl·liques a l'interior de l'equip i assegurar la fusió perfecta dels perfils modelats plàstic-fusta.
4. Si el sistema d'aigua de refrigeració funciona amb normalitat.Un sistema d'aigua de refrigeració perfecte és l'equip necessari per a la refrigeració després de l'extrusió de fusta de plàstic.El tractament de refrigeració oportú pot garantir la bona forma dels perfils de fusta de plàstic.
5. Instal·lar motlles de plàstic-fusta, i instal·lar motlles designats segons els perfils a produir.
6. Comproveu si la màquina de tall pneumàtica i altres components del cargol poden funcionar amb normalitat.
D. La temperatura del perfil de fusta de plàstic nou extruït és relativament alta i s'ha de col·locar manualment en un terreny pla.Un cop el perfil es refredi completament, es processarà i envasarà.Tot i que aquest pas és senzill, és molt important.Si la fàbrica ignora aquests detalls, els materials de fàbrica sovint tindran defectes.La fusta plàstica desigual conduirà fàcilment a diferents gruixos de les superfícies superior i inferior del producte després de la mòlta i processament posterior.A més, els perfils irregulars comportaran certes dificultats a la construcció i afectaran l'efecte paisatgístic.
E. Segons les necessitats dels clients, processar els perfils plàstic-fusta:
1. El tractament de mòlta consisteix a eliminar una capa de pell de plàstic produïda quan s'extrudeix el perfil plàstic-fusta, de manera que el perfil plàstic-fusta tingui una millor resistència al desgast quan s'instal·la a la fàbrica.
2. Tractament de relleu: després de polir la superfície del perfil, es grava la fusta de plàstic per fer que la superfície del perfil de fusta de plàstic tingui un efecte semblant a la fusta.
3. Tall, processament de espiga, mida personalitzada segons les necessitats del client i productes personalitzats, com ara necessitats de espiga.
4. Un cop finalitzat el processament anterior, l'últim pas és empaquetar el producte.Un embalatge raonable del producte pot reduir els danys causats pel producte durant el lliurament.

Cas d'enginyeria






Cas d'enginyeria 2
















Primer:instal·leu primer la quilla, la quilla pot ser de fusta o Wpc
Segon:Fixeu el panell de paret exterior a la quilla amb sivella metàl·lica
Tercer:Fixeu la sivella metàl·lica i la quilla amb una pistola de claus d'aire o cargols
Quart:després d'inserir el següent panell de paret exterior wpc al bloqueig del panell de la paret superior, utilitzeu una pistola de claus d'aire o un cargol per estimar la sivella metàl·lica i la quilla.
Cinquè:repetir el quart pas
Sisè:després d'acabar la instal·lació del panell de paret, afegiu bandes de vora L al voltant
| Densitat | 1,33 g/m3 (estàndard: ASTM D792-13 Mètode B) |
| Resistència a la tracció | 24,5 MPa (estàndard: ASTM D638-14) |
| Resistència a la flexió | 34,5 Mp (estàndard: ASTM D790-10) |
| Mòdul de flexió | 3565 Mp (estàndard: ASTM D790-10) |
| Força d'impacte | 84J/m (estàndard: ASTM D4812-11) |
| Duresa Shore | D71 (estàndard: ASTM D2240-05) |
| Absorció d'aigua | 0,65% (estàndard: ASTM D570-98) |
| Expansió tèrmica | 33,25×10-6 (estàndard: ASTM D696 – 08) |
| Antilliscant | R11 (estàndard: DIN 51130:2014) |





