




Video

Detaljer Bilder
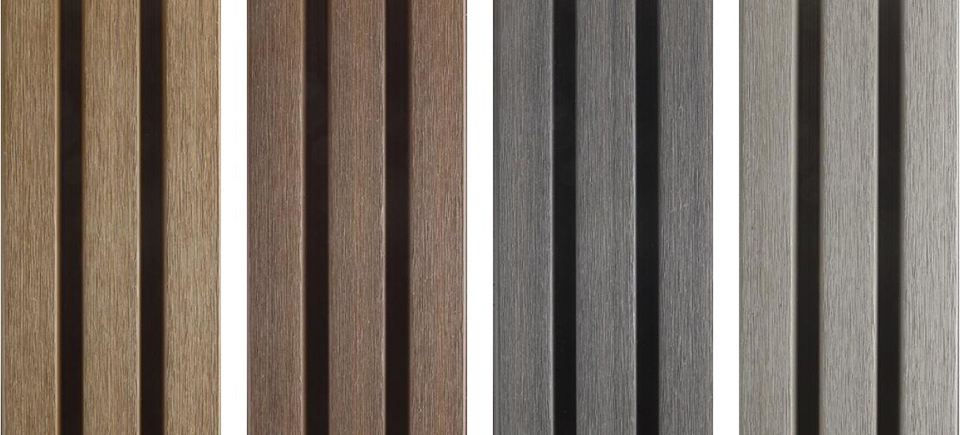

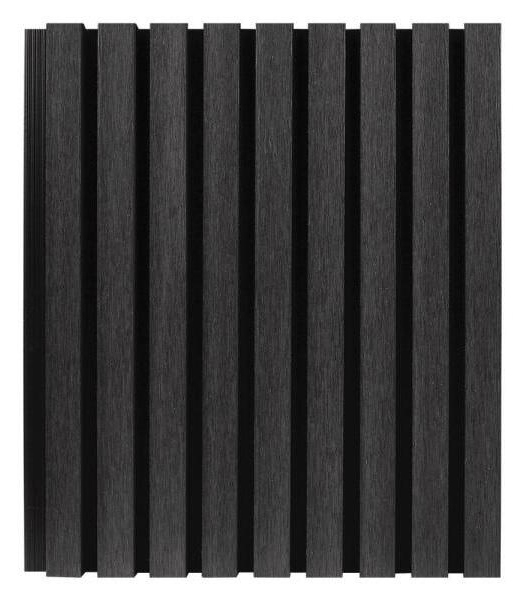
Färgskärm

Lång livslängd
Lågt underhåll
Ingen skevning eller splittring
Halksäkra gångytor
Rep tålig
Fläckbeständig
Vattentät
15 års garanti
95 % återvunnet trä och plast
Antimikrobiell
Brandbeständig
Enkel installation
Parameter
| varumärke | DEGE |
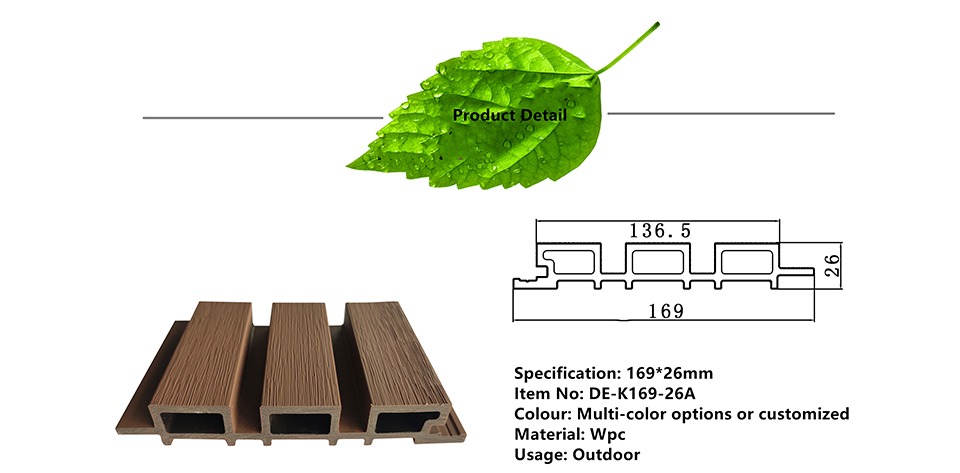
| namn | WPC VÄGGKLÄDNING |
| Artikel | KLÄDNING |
| Standard storlek | |
| WPC-komponent | 30% HDPE+60% träfiber + 10% tillsatser |
| Tillbehör | Patenterat clip-easy-system |
| Leveranstid | Cirka 20-25 dagar för en 20 fot container |
| Betalning | 30% deposition, resten ska betalas innan leverans |
| Underhåll | Gratis underhåll |
| Återvinning | 100% återvinningsbar |
| Paket | Pall- eller bulkpackning |
Ytan tillgänglig


Kvalitetstest



Wpc Wall Panel Produktionsprocess

A. PE plastträ är för närvarande den mest använda typen av plastträ i världen, det vill säga vår WPC CLADDING, WPC FENCING.Först och främst, låt oss förstå råvarorna för PE-plastprodukter av trä.De huvudsakliga råvarorna är PE-plast och poppelträpulver., Toner, anti-ultraviolett absorberare, kompatibiliseringsmedel.
1. PE-plast: Omfattande jämförelse av kostnad och sammansmältning HDPE är det bästa valet, och plastträet på marknaden använder i princip återvunnet material som huvudråvara, vilket minskar vita föroreningar och gör vår miljö mer hälsosam och miljövänlig."Recycled" kallas även för återvunnet plastmaterial.All industriellt återvinningsbar plast som kan återanvändas genom en viss bearbetningsprocess kallas återvunnen plast;återvunnet material delas in i många kvaliteter, till exempel återvunnet material av specialkvalitet och återvunnet material av första klass., Sekundär återvinning, tertiär återvinning eller till och med skräp, det är lätt att förstå innebörden bokstavligt, ju högre kvalitet, desto mindre föroreningshalt i plasten, soporna har naturligt hög föroreningshalt, och valet av råmaterial direkt påverkar valet av plastträ Eftersom plast-trämaterial är ett tillstånd där träpulver lindas in med plast, om föroreningshalten i plast är hög och andelen plast i sig är liten, kan det naturligtvis inte slå in träpulver väl .
2. Trämjöl: För att uppnå den perfekta sammansmältningen av trämjöl och plast i plastträ finns det inte bara strikta krav på plast, utan även trämjöl: ju finare trämjöl av samma vikt, desto större yta av pulvret.Ju högre andel plast krävs;tvärtom, ju större träpulverpulvret är, desto mindre är pulvrets yta och desto lägre andel plast krävs vid plastfusion.Efter många års experiment är poppelträpulver det bästa träpulverpulvret, och pulvrets partikelstorlek är bäst i tjockleken 80-100 mesh;pulvret är för fint, bearbetningskostnaden är hög, plastkompositionen kräver mer och kostnaden är högre, men den gjutna plast-träprodukten har för hög plasticitet;om pulvret är för grovt är bearbetningskostnaden låg och kraven på plastsammansättning är mindre, men den formade plast-träprodukten har otillräcklig smältning, är spröd och är lätt att knäcka.
3. Hjälpmaterial: Tonerns huvudfunktion är att matcha färgen på trämaterial av plast.För närvarande är den huvudsakliga tillämpningen av PE-plastträ oorganiskt färgpulver.Den har bättre anti-blekningsprestanda för utomhusbruk, vilket skiljer sig från den organiska färgen som används för inomhus PVC-ekologiskt trä.Pulver, organisk tonerfärg är mer levande och ljusare.Huvudfunktionen hos den anti-ultravioletta absorbatorn är att förbättra den anti-ultravioletta förmågan för utomhusbruk av plastträ och förbättra anti-aging-prestandan.Kompatibilisator är en tillsats som främjar kompatibiliteten mellan trämjöl och harts.
B. Förstå råvarorna i plastträ kortfattat, nästa steg är att pelletisera.Enligt ovanstående råvaror, blanda enligt ett visst förhållande, extrudera plastträpellets genom högtemperaturfusionstorkning och packa dem för användning.Huvudfunktionen för pelletiseringsutrustningen är att realisera förplasticeringsprocessen av träpulver och plast, realisera enhetlig blandning av biomassapulvermaterial och PE-plast under smältförhållanden och utföra förbehandling för produktion av plastträmaterial.På grund av den dåliga flytbarheten hos trä-plastsmältan är utformningen av trä-plastmaterial pelletiserare och plast pelletizer inte exakt densamma.För olika plaster är pelletiseringsanordningens design också olika.Den pellets som vanligtvis används för polyeten använder vanligtvis en konisk dubbelskruvsextruder, eftersom polyeten är ett värmekänsligt harts, och den koniska dubbelskruvextrudern har stark skjuvkraft och skruvlängderna är relativt parallella.Den dubbelskruvade extrudern är kort, vilket minskar uppehållstiden för materialet i pipan.Skruvens ytterdiameter har en konisk design från stor till liten, så kompressionsförhållandet är ganska stort, och materialet kan plastas mer fullständigt och enhetligt i cylindern.
C. Efter pelletisering går den in i extruderingsstadiet.Flera förberedelser måste göras före extrudering:
1. Se till att det inte finns några föroreningar eller partiklar av annan färg kvar i behållaren för att undvika oren färg på plastvirket som produceras;
2. Kontrollera om extruderns vakuumutrustning är fri och se till att vakuumgraden inte är mindre än -0,08 mpa.Vakuumröret bör rengöras två gånger per skift om det är normalt.Använd inte metallverktyg för att rengöra avgashålen, och använd plast- eller träpinnar för att rensa upp föroreningarna i utblåsningshålen på pipan;
3. Kontrollera om behållaren är utrustad med ett metallfilter.Partiklarna filtreras genom metall för att avlägsna metallföroreningar som blandas i partiklarna, minska slitaget av metallföroreningar på insidan av utrustningen och säkerställa en perfekt sammansmältning av de gjutna plast-träprofilerna.
4. Om kylvattensystemet fungerar normalt.Ett perfekt kylvattensystem är den nödvändiga utrustningen för kylning efter plast-träextrudering.Tidig kylbehandling kan säkerställa den goda formen på plast-träprofiler.
5. Installera plast-träformar och installera avsedda formar enligt profilerna som ska produceras.
6. Kontrollera om den pneumatiska skärmaskinen och andra skruvkomponenter kan fungera normalt.
D. Temperaturen på den nyligen extruderade plast-träprofilen är relativt hög, och den måste placeras manuellt på en plan mark.Efter att profilen är helt kyld kommer den att bearbetas och förpackas.Även om detta steg är enkelt, är det väldigt viktigt.Om fabriken ignorerar dessa detaljer kommer fabriksmaterialen ofta att ha defekter.Ojämnt plastträ leder lätt till olika tjocklekar på produktens övre och undre yta efter den senare slipningen och bearbetningen.Dessutom kommer ojämna profiler att medföra vissa svårigheter för konstruktionen och påverka landskapseffekten.
E. Bearbeta plast-träprofilerna enligt kundernas behov:
1. Slipningsbehandling är att ta bort ett lager av plasthud som bildas när plast-träprofilen extruderas, så att plast-träprofilen har bättre slitstyrka vid montering på fabrik.
2. Präglingsbehandling: Efter att profilens yta är polerad, präglas plastträet för att få ytan på plastträprofilen att få en träliknande effekt.
3. Skärning, tappningsbearbetning, anpassad storlek efter kundens behov, och skräddarsydda produkter som tappningsbehov.
4. Efter att ovanstående bearbetning är klar är det sista steget att förpacka produkten.Rimlig förpackning av produkten kan minska skadorna som orsakas av produkten under leverans.

Engineering Case






Tekniskt fall 2
















Först:installera kölen först, kölen kan vara av trä eller wpc
Andra:fixera utomhusväggpanelen på kölen med metallspänne
Tredje:fixera metallspännet och kölen med en luftspikpistol eller skruvar
Fjärde:efter att ha satt in nästa utomhus wpc-väggpanel i det övre väggpanellåset, använd en luftspikpistol eller skruv för att uppskatta metallspännet och kölen
Femte:upprepa det fjärde steget
Sjätte:efter avslutad väggpanelsinstallation, lägg till L-kantband runt om
| Densitet | 1,33 g/m3 (Standard: ASTM D792-13 Metod B) |
| Brottgräns | 24,5 MPa (Standard: ASTM D638-14) |
| Böjhållfasthet | 34,5 MP (Standard: ASTM D790-10) |
| Böjmodul | 3565 MP (Standard: ASTM D790-10) |
| Slagstyrka | 84J/m (Standard: ASTM D4812-11) |
| Strand hårdhet | D71 (Standard: ASTM D2240-05) |
| Vatten absorption | 0,65 % (Standard: ASTM D570-98) |
| Termisk expansion | 33,25×10-6 (Standard: ASTM D696 – 08) |
| Halksäker | R11 (Standard: DIN 51130:2014) |





