




Video

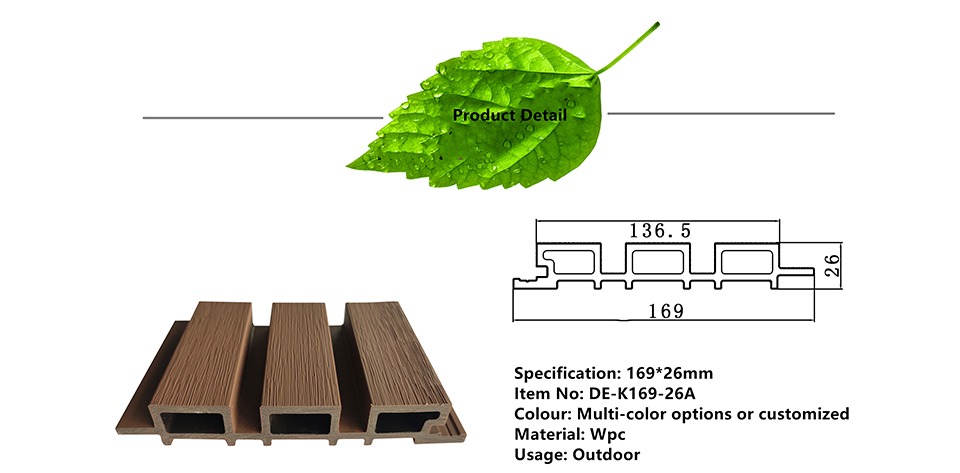
Imej Butiran
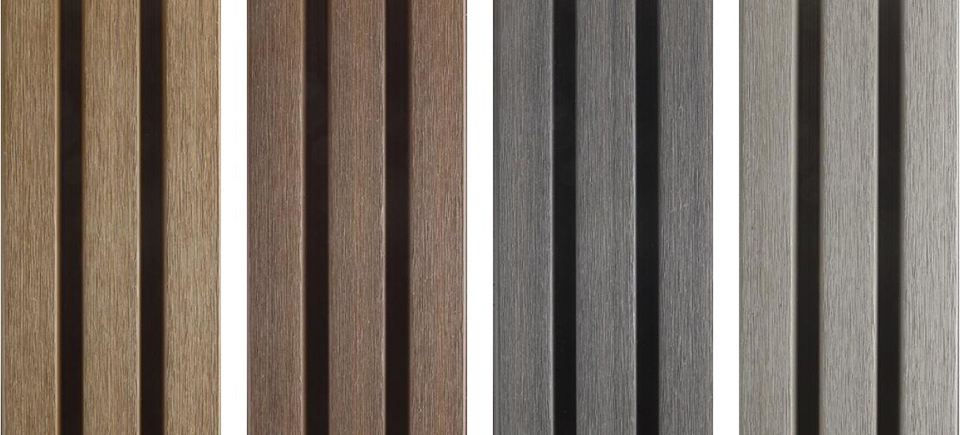

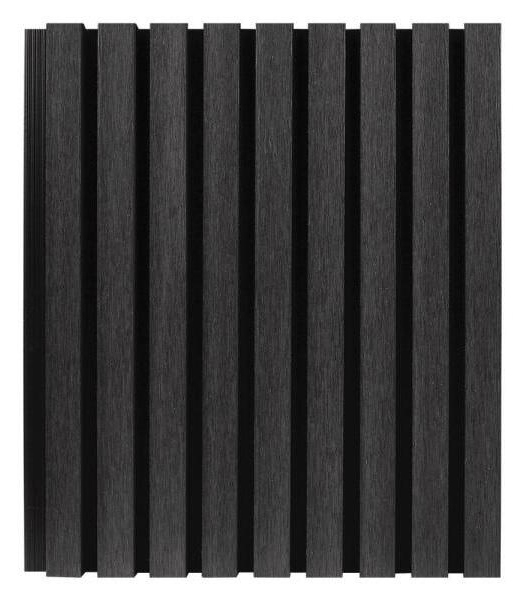
Paparan Warna

Jangka hayat yang panjang
Penyelenggaraan Rendah
Tiada Meleding atau Berpecah
Permukaan berjalan kalis licin
Tahan calar
Tahan Noda
Kalis air
Waranti 15 Tahun
95% kayu dan plastik kitar semula
Anti-mikrob
Tahan Api
Pemasangan Mudah
Parameter
| Jenama | DEGE |
| nama | PELEPASAN DINDING WPC |
| item | CLADDING |
| Saiz standard | |
| komponen WPC | 30% HDPE+60% gentian kayu + 10% bahan tambahan |
| Aksesori | Sistem mudah klip yang dipatenkan |
| Masa penghantaran | Kira-kira 20-25 hari untuk satu bekas 20'ft |
| Bayaran | 30% didepositkan, selebihnya perlu dibayar sebelum penghantaran |
| Penyelenggaraan | Penyelenggaraan percuma |
| Kitar semula | 100% boleh dikitar semula |
| Pakej | Pallet atau pembungkusan pukal |
Permukaan Tersedia


Ujian Kualiti



Proses Pengeluaran Panel Dinding Wpc

A. Kayu plastik PE pada masa ini merupakan jenis kayu plastik yang paling banyak digunakan di dunia, iaitu, CLADDING WPC, PAGAR WPC kami.Pertama sekali, mari kita memahami bahan mentah produk kayu plastik PE.Bahan mentah utama ialah plastik PE dan serbuk kayu poplar., Toner, penyerap anti-ultraviolet, penyerasi.
1. Plastik PE: Perbandingan komprehensif kos dan gabungan HDPE ialah pilihan terbaik, dan kayu plastik di pasaran pada asasnya menggunakan bahan kitar semula sebagai bahan mentah utama, yang mengurangkan pencemaran putih dan menjadikan persekitaran kita lebih sihat dan mesra alam."Kitar semula" juga dipanggil bahan plastik kitar semula.Semua plastik kitar semula industri yang boleh digunakan semula melalui proses pemprosesan tertentu dipanggil plastik kitar semula;bahan kitar semula dibahagikan kepada banyak gred, seperti bahan kitar semula gred khas dan bahan kitar semula gred pertama., Kitar semula sekunder, kitar semula tertiari atau pun sampah, mudah untuk memahami maksud secara literal, semakin tinggi gred, semakin kurang kandungan kekotoran plastik, sampah secara semula jadi tinggi dalam kandungan kekotoran, dan pilihan bahan mentah secara langsung menjejaskan pilihan kayu plastik Kerana bahan kayu plastik adalah keadaan di mana serbuk kayu dibalut dengan plastik, jika kandungan kekotoran plastik tinggi, dan bahagian plastik itu sendiri kecil, ia secara semula jadi tidak dapat membungkus serbuk kayu dengan baik. .
2. Tepung kayu: Untuk mencapai gabungan sempurna tepung kayu dan plastik dalam kayu plastik, terdapat bukan sahaja keperluan ketat pada plastik, tetapi juga tepung kayu: lebih halus tepung kayu dengan berat yang sama, lebih besar luas permukaan. daripada serbuk itu.Semakin tinggi kadar plastik yang diperlukan;sebaliknya, semakin besar serbuk serbuk kayu, semakin kecil luas permukaan serbuk, dan semakin rendah bahagian plastik yang diperlukan semasa pelakuran plastik.Selepas bertahun-tahun percubaan, serbuk kayu poplar adalah serbuk serbuk kayu terbaik, dan saiz zarah serbuk adalah yang terbaik dalam ketebalan 80-100 mesh;serbuk terlalu halus, kos pemprosesan adalah tinggi, komposisi plastik memerlukan lebih banyak, dan kosnya lebih tinggi, tetapi produk kayu plastik acuan mempunyai keplastikan yang terlalu tinggi;jika serbuk terlalu kasar, kos pemprosesan adalah rendah, dan keperluan komposisi plastik adalah kurang, tetapi produk plastik-kayu acuan mempunyai gabungan yang tidak mencukupi, rapuh, dan mudah retak.
3. Bahan bantu: Fungsi utama toner adalah untuk memadankan warna bahan kayu plastik.Pada masa ini, penggunaan utama kayu plastik PE adalah serbuk warna bukan organik.Ia mempunyai prestasi anti-pudar yang lebih baik untuk kegunaan luar, yang berbeza daripada warna organik yang digunakan untuk kayu ekologi PVC dalaman.Serbuk, warna toner organik lebih terang dan cerah.Fungsi utama penyerap anti-ultraviolet adalah untuk meningkatkan keupayaan anti-ultraviolet penggunaan luar kayu plastik, dan meningkatkan prestasi anti-penuaan.Compatibilizer ialah bahan tambahan yang menggalakkan keserasian antara tepung kayu dan damar.
B. Fahami bahan mentah kayu plastik secara ringkas, langkah seterusnya ialah membuat pelet.Menurut bahan mentah di atas, campurkan mengikut nisbah tertentu, keluarkan pelet kayu plastik melalui pengeringan gabungan suhu tinggi, dan bungkusnya untuk digunakan.Fungsi utama peralatan pelletizing adalah untuk merealisasikan proses pra-pengplastisan serbuk kayu dan plastik, merealisasikan pencampuran seragam bahan serbuk biojisim dan plastik PE di bawah keadaan lebur, dan menjalankan prarawatan untuk pengeluaran bahan kayu plastik.Disebabkan oleh kecairan cair plastik kayu yang lemah, reka bentuk pelet bahan plastik kayu dan pelet plastik tidak betul-betul sama.Untuk plastik yang berbeza, reka bentuk pelet juga berbeza.Pelet yang biasanya digunakan untuk polietilena biasanya menggunakan penyemperit skru berkembar kon, kerana polietilena adalah resin sensitif haba, dan penyemperit skru berkembar kon mempunyai daya ricih yang kuat dan panjang skru secara relatifnya selari.Penyemperit skru berkembar adalah pendek, yang mengurangkan masa kediaman bahan di dalam tong.Diameter luar skru mempunyai reka bentuk kon dari besar ke kecil, jadi nisbah mampatan agak besar, dan bahan boleh diplastikan dengan lebih lengkap dan seragam di dalam tong.
C. Selepas pelletizing, ia memasuki peringkat penyemperitan.Beberapa persediaan perlu dilakukan sebelum penyemperitan:
1. Pastikan tiada kekotoran atau zarah warna lain yang tinggal di dalam corong untuk mengelakkan warna najis kayu plastik yang dihasilkan;
2. Periksa sama ada peralatan vakum penyemperit tidak terhalang dan pastikan tahap vakum tidak kurang daripada -0.08mpa.Tong vakum hendaklah dibersihkan dua kali setiap syif jika ia adalah normal.Jangan gunakan alat logam untuk membersihkan lubang ekzos, dan gunakan plastik atau kayu kayu untuk membersihkan kekotoran dalam lubang ekzos tong;
3. Periksa sama ada corong itu dilengkapi dengan penapis logam.Zarah ditapis melalui logam untuk membuang kekotoran logam yang bercampur dalam zarah, mengurangkan haus kekotoran logam di bahagian dalam peralatan dan memastikan gabungan sempurna profil kayu plastik yang dibentuk.
4. Sama ada sistem air penyejuk beroperasi seperti biasa.Sistem air penyejukan yang sempurna adalah peralatan yang diperlukan untuk penyejukan selepas penyemperitan kayu plastik.Rawatan penyejukan yang tepat pada masanya boleh memastikan bentuk profil kayu plastik yang baik.
5. Pasang acuan kayu plastik, dan pasang acuan yang ditetapkan mengikut profil yang akan dihasilkan.
6. Periksa sama ada mesin pemotong pneumatik dan komponen skru lain boleh beroperasi secara normal.
D. Suhu profil kayu plastik yang baru tersemperit agak tinggi, dan ia perlu diletakkan secara manual di atas tanah yang rata.Selepas profil disejukkan sepenuhnya, ia akan diproses dan dibungkus.Walaupun langkah ini mudah, ia sangat penting.Jika kilang mengabaikan butiran ini, bahan kilang selalunya akan mengalami kecacatan.Kayu plastik yang tidak rata akan mudah membawa kepada ketebalan yang berbeza pada permukaan atas dan bawah produk selepas pengisaran dan pemprosesan kemudian.Selain itu, profil yang tidak rata akan membawa kesukaran tertentu kepada pembinaan dan menjejaskan kesan landskap.
E. Mengikut keperluan pelanggan, proses profil kayu plastik:
1. Rawatan pengisaran adalah untuk mengeluarkan lapisan kulit plastik yang dihasilkan apabila profil kayu plastik tersemperit, supaya profil kayu plastik mempunyai rintangan haus yang lebih baik apabila dipasang di kilang.
2. Rawatan timbul: Selepas permukaan profil digilap, kayu plastik timbul untuk menjadikan permukaan profil kayu plastik mempunyai kesan seperti kayu.
3. Memotong, pemprosesan tenoning, saiz tersuai mengikut keperluan pelanggan, dan produk tersuai seperti keperluan tenoning.
4. Selepas pemprosesan di atas selesai, langkah terakhir ialah membungkus produk.Pembungkusan produk yang munasabah boleh mengurangkan kerosakan yang disebabkan oleh produk semasa penghantaran.

Kes Kejuruteraan






Kes Kejuruteraan 2
















pertama:pasang lunas dulu, lunas boleh jadi kayu atau Wpc
Kedua:pasangkan panel dinding luar pada lunas dengan gesper logam
ketiga:betulkan gancu logam dan lunas dengan pistol paku udara atau skru
Keempat:selepas memasukkan panel dinding wpc luaran seterusnya ke dalam kunci panel dinding atas, gunakan pistol kuku udara atau skru untuk menganggarkan strap dan lunas logam
Kelima:ulangi langkah keempat
Keenam:selepas selesai pemasangan panel dinding, tambah jalur tepi L di sekeliling
| Ketumpatan | 1.33g/m3 (Standard: ASTM D792-13 Kaedah B) |
| Kekuatan tegangan | 24.5 MPa (Standard: ASTM D638-14) |
| Kekuatan lenturan | 34.5Mp (Standard: ASTM D790-10) |
| Modulus lentur | 3565Mp (Standard: ASTM D790-10) |
| Kekuatan impak | 84J/m (Standard: ASTM D4812-11) |
| Kekerasan pantai | D71 (Standard: ASTM D2240-05) |
| Penyerapan air | 0.65%(Standard: ASTM D570-98) |
| Pengembangan terma | 33.25×10-6 (Standard: ASTM D696 – 08) |
| tahan gelincir | R11 (Standard: DIN 51130:2014) |





