




Video

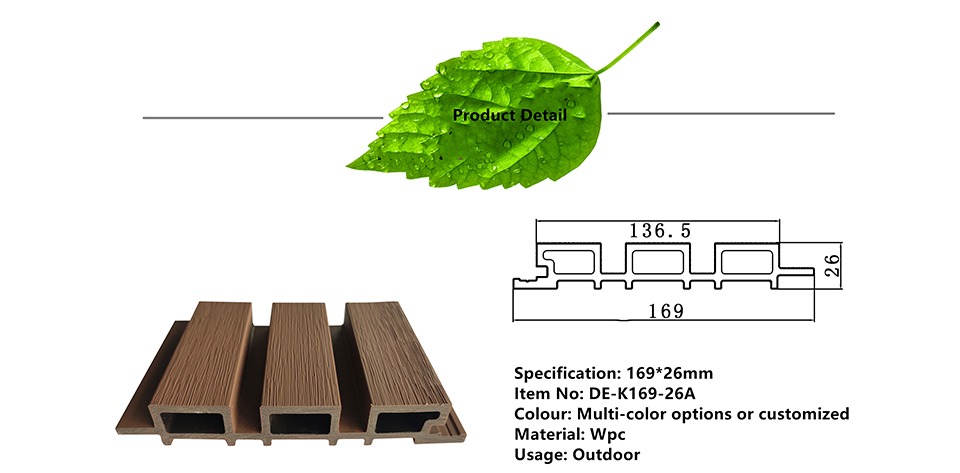
Detaje Imazhe
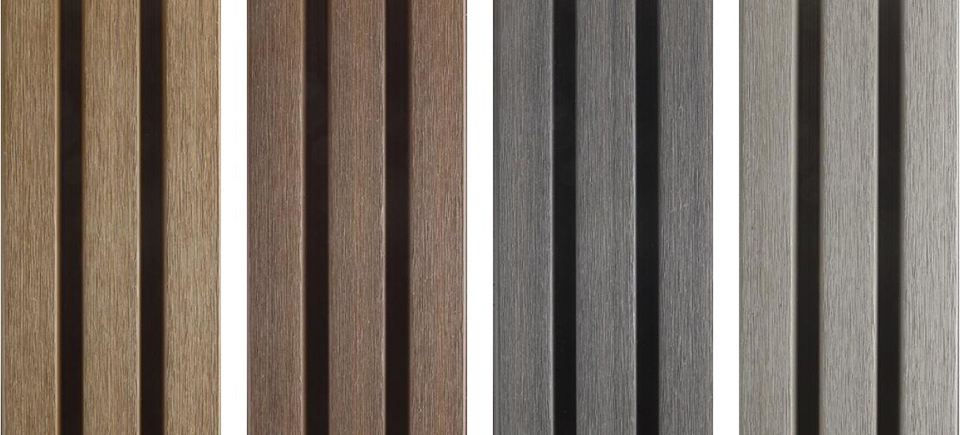

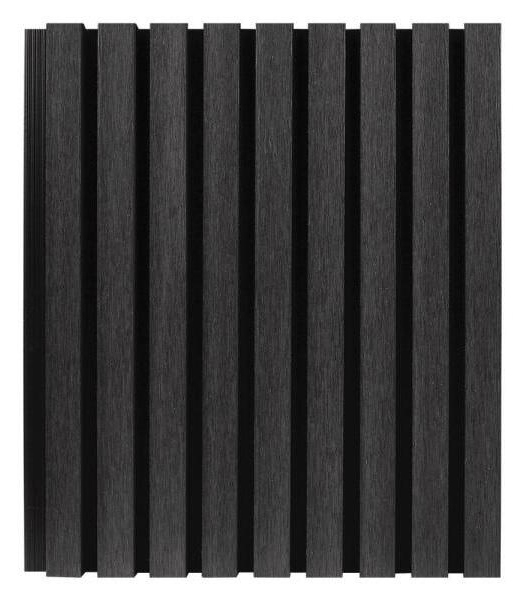
Ekrani me ngjyra

Jetëgjatësi e gjatë
Mirëmbajtje e ulët
Asnjë shtrembërim ose copëtim
Sipërfaqe ecjeje rezistente ndaj rrëshqitjes
Rezistente ndaj gërvishtjeve
Rezistente ndaj njollave
I papërshkueshëm nga uji
15 vite garanci
95% dru dhe plastikë e ricikluar
Anti-mikrobiale
Rezistente ndaj zjarrit
Instalim i lehtë
Parametri
| Markë | DEGE |
| Emri | MBUSHJE MURI WPC |
| Artikulli | VESHJE |
| Madhësia standarde | |
| Komponenti WPC | 30% HDPE+60% fibër druri + 10% aditivë |
| Aksesorë | Sistemi i patentuar me klip të lehtë |
| Koha e dërgimit | Rreth 20-25 ditë për një enë 20'ft |
| Pagesa | 30% e depozituar, pjesa tjetër duhet paguar para dorëzimit |
| Mirëmbajtja | Mirëmbajtje falas |
| Riciklimi | 100% e riciklueshme |
| Paketa | Paketim me paletë ose me shumicë |
Sipërfaqja e disponueshme


Testi i cilësisë



Procesi i prodhimit të panelit të murit Wpc

A. Druri plastik PE është aktualisht lloji më i përdorur i drurit plastik në botë, domethënë, VESHJA jonë WPC, WPC FENCING.Para së gjithash, le të kuptojmë lëndët e para të produkteve të drurit plastik PE.Lëndët e para kryesore janë plastika PE dhe pluhuri i drurit të plepit., Toner, absorbues anti-ultraviolet, kompatibilizues.
1. Plastika PE: Krahasimi gjithëpërfshirës i kostos dhe i shkrirjes HDPE është zgjidhja më e mirë dhe druri plastik në treg kryesisht përdor materiale të ricikluara si lëndën e parë kryesore, e cila redukton ndotjen e bardhë dhe e bën mjedisin tonë më të shëndetshëm dhe miqësor me mjedisin.“I ricikluar” quhet edhe materiali plastik i ricikluar.Të gjitha plastika e riciklueshme industrialisht që mund të ripërdoren nëpërmjet një procesi të caktuar përpunimi quhen plastikë të ricikluar;materialet e ricikluara ndahen në shumë klasa, të tilla si materiale të ricikluara të klasës së veçantë dhe materiale të ricikluara të klasës së parë., Riciklimi sekondar, riciklimi terciar apo edhe mbeturina, është e lehtë të kuptosh kuptimin fjalë për fjalë, sa më e lartë të jetë nota, aq më pak përmbajtja e papastërtisë së plastikës, mbeturinat janë natyrisht të larta në përmbajtjen e papastërtive dhe zgjedhja e lëndëve të para drejtpërdrejt ndikon në zgjedhjen e drurit plastik Për shkak se materiali prej druri plastik është një gjendje ku pluhuri i drurit mbështillet me plastikë, nëse përmbajtja e papastërtisë së plastikës është e lartë dhe proporcioni i vetë plastikës është i vogël, natyrisht që nuk është në gjendje të mbështjell mirë pluhurin e drurit. .
2. Mielli i drurit: Për të arritur shkrirjen perfekte të miellit të drurit dhe plastikës në dru plastik, nuk ka vetëm kërkesa strikte për plastikën, por edhe miellin e drurit: sa më i imët të jetë mielli i drurit me të njëjtën peshë, aq më e madhe është sipërfaqja. të pluhurit.Sa më i lartë të jetë proporcioni i plastikës që kërkohet;përkundrazi, sa më i madh të jetë pluhuri i drurit, aq më e vogël është sipërfaqja e pluhurit dhe aq më i ulët është proporcioni i plastikës që kërkohet gjatë shkrirjes plastike.Pas shumë vitesh eksperimentesh, pluhuri i drurit të plepit është pluhuri më i mirë i pluhurit të drurit, dhe madhësia e grimcave të pluhurit është më e mira në trashësinë 80-100 rrjetë;pluhuri është shumë i imët, kostoja e përpunimit është e lartë, përbërja plastike kërkon më shumë dhe kostoja është më e lartë, por produkti i derdhur prej druri plastik ka plasticitet shumë të lartë;nëse pluhuri është shumë i ashpër, kostoja e përpunimit është e ulët dhe kërkesat për përbërjen e plastikës janë më të vogla, por produkti i derdhur prej druri prej plastike ka shkrirje të pamjaftueshme, është i brishtë dhe është i lehtë për t'u çarë.
3. Materialet ndihmëse: Funksioni kryesor i tonerit është të përputhet me ngjyrën e materialeve të drurit plastik.Aktualisht, aplikimi kryesor i drurit plastik PE është pluhuri me ngjyrë inorganike.Ka performancë më të mirë kundër zbehjes për përdorim të jashtëm, e cila është e ndryshme nga ngjyra organike e përdorur për drurin ekologjik PVC të brendshëm.Ngjyra e tonerit pluhur, organik është më e gjallë dhe e ndritshme.Funksioni kryesor i absorbuesit anti-ultraviolet është të përmirësojë aftësinë kundër ultravjollcë të përdorimit të drurit plastik në natyrë dhe të përmirësojë performancën kundër plakjes.Kompatibilizuesi është një aditiv që promovon përputhshmërinë midis miellit të drurit dhe rrëshirës.
B. Kuptoni shkurtimisht lëndët e para të drurit plastik, hapi tjetër është peletizimi.Sipas lëndëve të para të mësipërme, përzieni sipas një raporti të caktuar, nxirrni fishekët e drurit plastik përmes tharjes me shkrirje në temperaturë të lartë dhe paketoni ato për përdorim.Funksioni kryesor i pajisjes peletizuese është realizimi i procesit të paraplastifikimit të pluhurit të drurit dhe plastikës, realizimi i përzierjes uniforme të materialit pluhur të biomasës dhe plastikës PE në kushte shkrirjeje dhe kryerja e paratrajtimit për prodhimin e materialeve të drurit plastik.Për shkak të rrjedhshmërisë së dobët të shkrirjes së drurit-plastikës, dizajni i peletizuesit të materialit dru-plastik dhe i peletizuesit plastik nuk është saktësisht i njëjtë.Për plastika të ndryshme, dizajni i peletizuesit është gjithashtu i ndryshëm.Peletizuesi i përdorur zakonisht për polietilenin zakonisht përdor një ekstruder konik me dy vida, sepse polietileni është një rrëshirë e ndjeshme ndaj nxehtësisë dhe ekstruderi konik me dy vida ka forcë të fortë prerëse dhe gjatësitë e vidhave janë relativisht paralele.Ekstruderi me dy vida është i shkurtër, gjë që redukton kohën e qëndrimit të materialit në fuçi.Diametri i jashtëm i vidës ka një dizajn konik nga i madh në të vogël, kështu që raporti i ngjeshjes është mjaft i madh, dhe materiali mund të plastikohet më plotësisht dhe në mënyrë uniforme në fuçi.
C. Pas peletizimit, ai hyn në fazën e ekstrudimit.Para ekstrudimit duhet të bëhen disa përgatitje:
1. Sigurohuni që të mos ketë papastërti ose grimca të ngjyrave të tjera të mbetura në plesht për të shmangur ngjyrën e papastër të drurit plastik të prodhuar;
2. Kontrolloni nëse pajisja e vakumit të ekstruderit është e papenguar dhe sigurohuni që shkalla e vakumit të mos jetë më e vogël se -0.08mpa.Fuçia me vakum duhet të pastrohet dy herë në ndërrim nëse është normale.Mos përdorni vegla metalike për të pastruar vrimat e shkarkimit dhe përdorni shkopinj plastike ose druri për të pastruar papastërtitë në vrimat e shkarkimit të fuçisë;
3. Kontrolloni nëse pleshti është i pajisur me një filtër metalik.Grimcat filtrohen përmes metalit për të hequr papastërtitë metalike të përziera në grimca, për të reduktuar konsumimin e papastërtive metalike në brendësi të pajisjes dhe për të siguruar shkrirjen e përsosur të profileve të derdhura prej druri plastik.
4. Nëse sistemi i ujit ftohës funksionon normalisht.Një sistem i përsosur i ujit ftohës është pajisja e nevojshme për ftohjen pas nxjerrjes së drurit plastik.Trajtimi në kohë i ftohjes mund të sigurojë formën e mirë të profileve prej druri plastik.
5. Instaloni kallëpe prej druri plastik dhe instaloni kallëpe të caktuara sipas profileve që do të prodhohen.
6. Kontrolloni nëse makina prerëse pneumatike dhe komponentët e tjerë të vidave mund të funksionojnë normalisht.
D. Temperatura e profilit të drurit plastik të saposhtruar është relativisht e lartë dhe duhet të vendoset manualisht në një tokë të sheshtë.Pasi profili të jetë ftohur plotësisht, ai do të përpunohet dhe paketohet.Edhe pse ky hap është i thjeshtë, është shumë i rëndësishëm.Nëse fabrika i shpërfill këto detaje, materialet e fabrikës shpesh do të kenë defekte.Druri i pabarabartë plastik do të çojë lehtësisht në trashësi të ndryshme të sipërfaqeve të sipërme dhe të poshtme të produktit pas bluarjes dhe përpunimit të mëvonshëm.Për më tepër, profilet e pabarabarta do të sjellin vështirësi të caktuara në ndërtim dhe do të ndikojnë në efektin e peizazhit.
E. Sipas nevojave të klientëve, përpunoni profilet e plastikës-drurit:
1. Trajtimi i bluarjes është heqja e një shtrese lëkure plastike të prodhuar kur profili prej druri plastik është ekstruduar, në mënyrë që profili prej druri plastik të ketë rezistencë më të mirë ndaj konsumit kur instalohet në fabrikë.
2. Trajtimi me reliev: Pasi lëmohet sipërfaqja e profilit, bëhet reliev i drurit plastik për të bërë që sipërfaqja e profilit plastik-dru të ketë një efekt si druri.
3. Prerja, përpunimi i rrafshimit, madhësia e personalizuar sipas nevojave të klientit dhe produkte të personalizuara siç janë nevojat për tendosje.
4. Pasi ka përfunduar përpunimi i mësipërm, hapi i fundit është paketimi i produktit.Paketimi i arsyeshëm i produktit mund të zvogëlojë dëmtimin e shkaktuar nga produkti gjatë dorëzimit.

Rasti inxhinierik






Rasti inxhinierik 2
















Së pari:Instaloni fillimisht keelin, Keel mund të jetë prej druri ose Wpc
E dyta:fiksoni panelin e murit të jashtëm në keel me shtrëngim metalik
E treta:fiksoni shtrëngimin metalik dhe kabinën me një pistoletë ajri ose vida
E katërta:pasi të keni futur panelin tjetër të murit wpc të jashtëm në bllokimin e panelit të sipërm të murit, përdorni një pistoletë me gozhdë ajri ose vidë për të vlerësuar shtrëngimin metalik dhe kelin
E pesta:përsërisni hapin e katërt
E gjashta:pasi të keni mbaruar instalimin e panelit të murit, shtoni breza L buzë përreth
| Dendësia | 1,33 g/m3 (Standardi: ASTM D792-13 Metoda B) |
| Forca në tërheqje | 24,5 MPa (Standardi: ASTM D638-14) |
| Forca në përkulje | 34,5Mp (Standardi: ASTM D790-10) |
| Moduli i përkuljes | 3565Mp (Standardi: ASTM D790-10) |
| Forca e ndikimit | 84 J/m (Standardi: ASTM D4812-11) |
| Fortësia e bregut | D71 (Standardi: ASTM D2240-05) |
| Thithja e ujit | 0,65% (Standardi: ASTM D570-98) |
| Zgjerimi termik | 33,25×10-6 (Standardi: ASTM D696 – 08) |
| Rezistente ndaj rreshqitjes | R11 (Standardi: DIN 51130:2014) |





