







Podrobnosti Obrázky

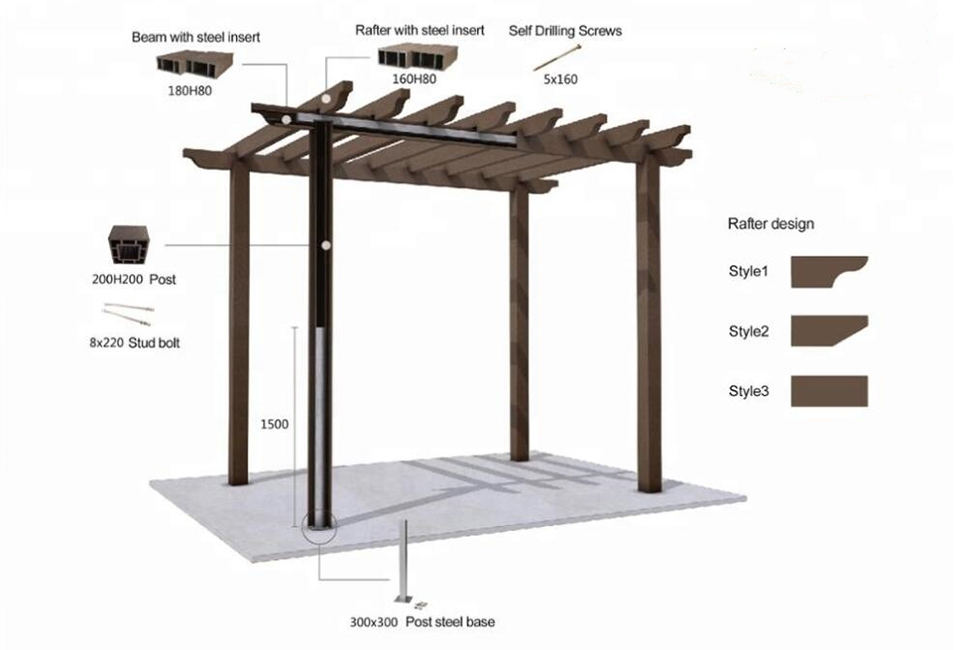
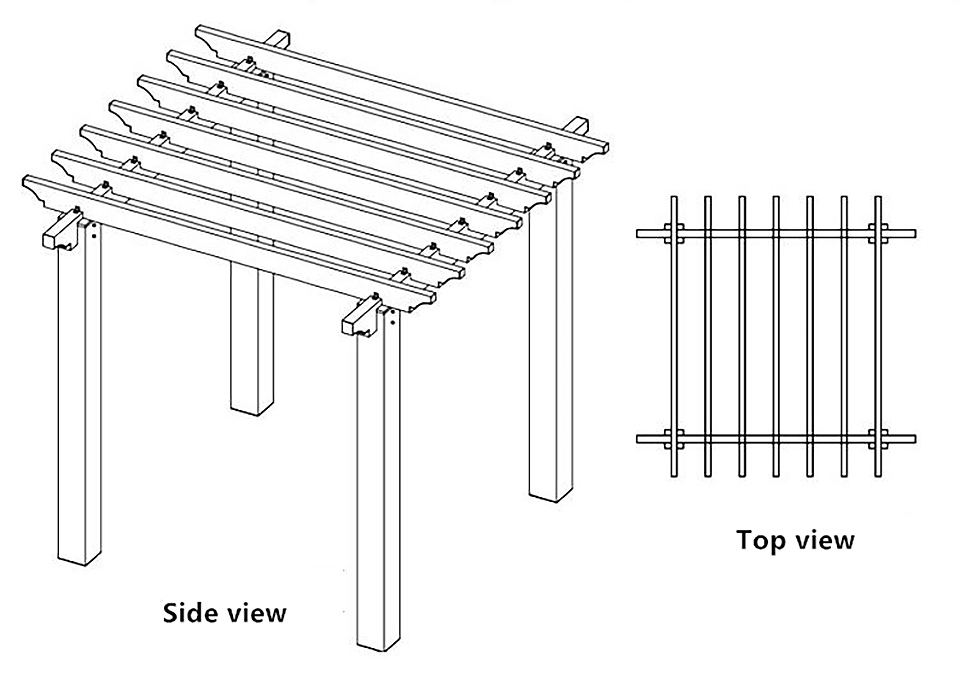
WPC paprsek
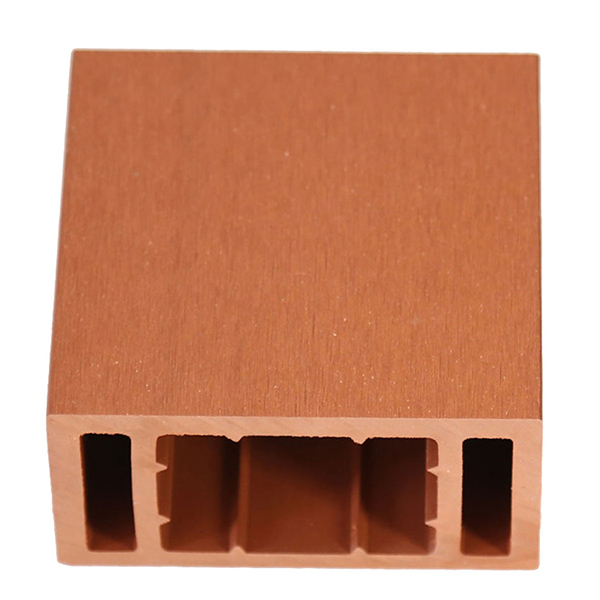
WPC paprsek

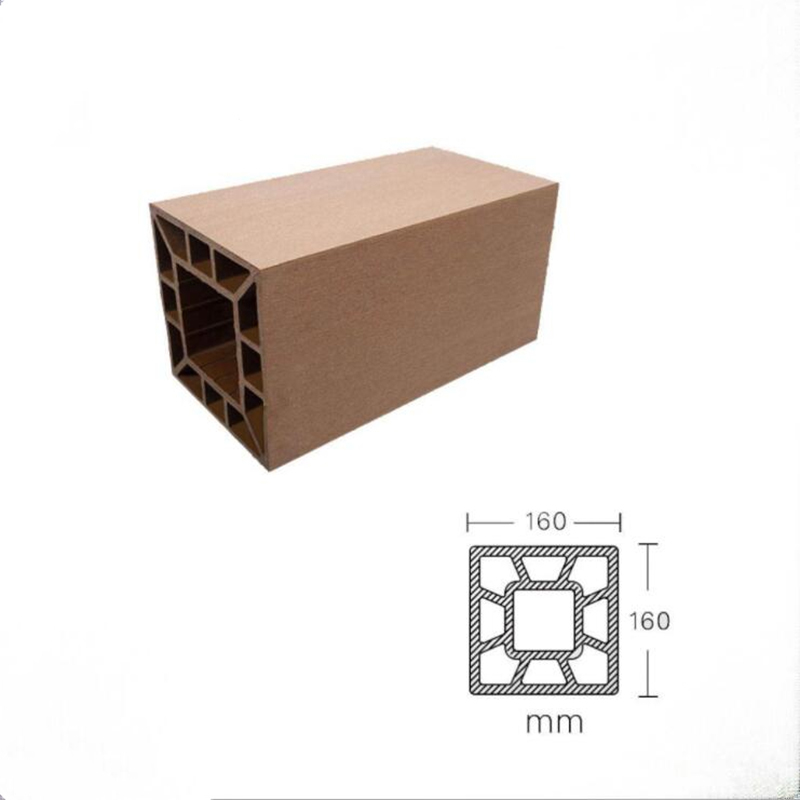
Příspěvek WPC

Příspěvek WPC

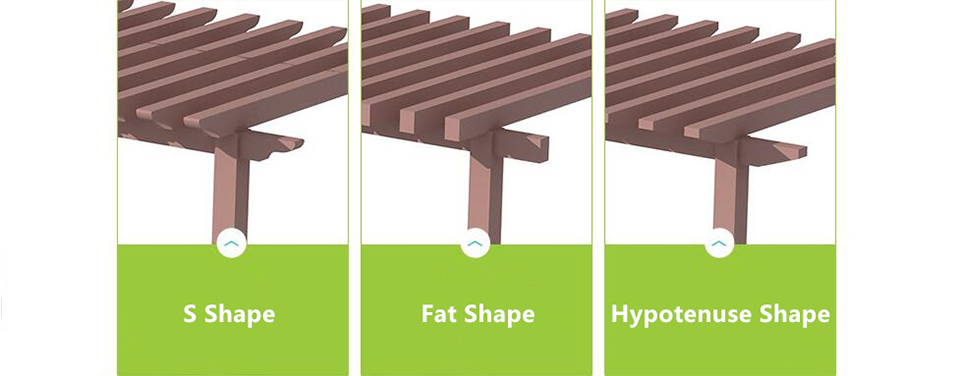
WPC krokve

Barevný displej

Dlouhá životnost
Nízká údržba
Žádné deformace nebo štěpení
Protiskluzové pochozí plochy
Odolný proti poškrábání
Odolný vůči skvrnám
Voděodolný
15letá záruka
95 % recyklovaného dřeva a plastu
Antimikrobiální
Ohnivzdorný
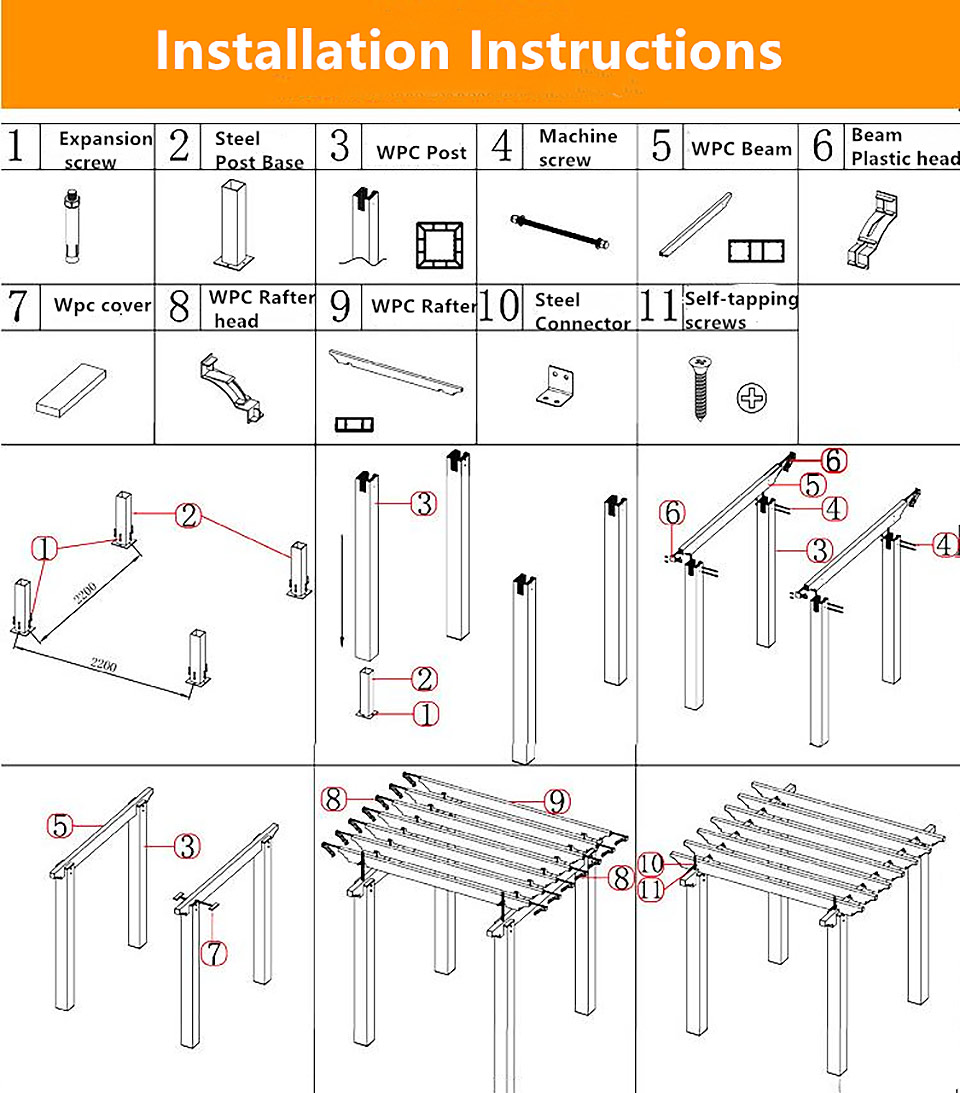
Lehká instalace
Parametr
| Značka | DEGE |
| Barvy | Světle šedá, béžová, oranžová, hnědá, hluboký čaj, tmavě šedá |
| název | |
| Položka | |
| Standardní velikost (šířka * délka) | |
| Délka | 2,2 m, 2,9 m, 5,6 m nebo přizpůsobené |
| WPC komponenta | 35 % HDPE + 60 % dřevěné vlákno + 5 % přísad |
| Příslušenství | Patentovaný klip-easy systém |
| Čas doručení | Asi 15-20 dní za jeden 20'ctn |
| Způsob platby | 30% záloha, zbytek by měl být zaplacen před dodáním |
| aplikace | Palubovky, podlahy, popelnice, ploty, stěnové panely, truhlíky atd |
| Wpc Hs kód | 39189090 |
| Balík | Paletové nebo hromadné balení |
| Záruka | 10 let |
| Hlavní rysy: | 1. Rcyklovatelné, ekologické, šetřící lesní zdroje 2. Se vzhledem přírodního dřeva, ale méně problémů se dřevem 3. Odolný proti vlhkosti/vodě, méně shnilý, osvědčený ve slané vodě 4. Šetrné k bosým chodidlům, protiskluzové, méně praskají, méně se deformují 5. Nevyžaduje žádné natírání, žádné lepidlo, nízké náklady na údržbu 6. Odolné vůči povětrnostním vlivům, vhodné od minus - 40 do 60 stupňů Celsia, anti-UV 7. Odolné proti termitům a hmyzu a odolné proti plísním 8. Snadná instalace a čištění 9.various model podle vašeho požadavku |
Proces výroby nástěnných panelů Wpc

A. PE plast dřevo je v současnosti celosvětově nejpoužívanějším druhem plastického dřeva, tedy našímWPC OBKLAD, WPC OPLOCENÍ.Nejprve si ujasněme, jaké suroviny jsou vyrobeny z PE plastových dřevěných výrobků.Hlavními surovinami jsou PE plast a prášek z topolového dřeva., Toner, anti-ultrafialový absorbér, kompatibilizér.
1. PE plast: Komplexní srovnání nákladů a fúze HDPE je nejlepší volbou a plastové dřevo na trhu v zásadě používá recyklované materiály jako hlavní surovinu, což snižuje bílé znečištění a činí naše životní prostředí zdravějším a ekologičtějším.„Recyklovaný“ se také nazývá recyklovaný plastový materiál.Všechny průmyslově recyklovatelné plasty, které lze znovu použít určitým procesem zpracování, se nazývají recyklované plasty;recyklované materiály jsou rozděleny do mnoha tříd, jako jsou recyklované materiály speciální třídy a recyklované materiály první třídy., Sekundární recyklace, terciární recyklace nebo dokonce odpadky, je snadné pochopit význam doslova, čím vyšší třída, tím menší obsah nečistot v plastu, odpadky mají přirozeně vysoký obsah nečistot a výběr surovin přímo ovlivňuje výběr plastu dřevo Protože materiál plast-dřevo je stav, kdy je dřevěný prášek obalený plastem, pokud je obsah nečistot v plastu vysoký a podíl plastu samotného je malý, přirozeně není schopen dobře obalit dřevěný prášek .
2. Dřevěná moučka: Aby bylo dosaženo dokonalého splynutí dřevěné moučky a plastu v plastovém dřevě, existují nejen přísné požadavky na plasty, ale také na dřevěnou moučku: čím jemnější dřevitá moučka o stejné hmotnosti, tím větší povrch prášku.Čím vyšší je požadovaný podíl plastu;naopak, čím větší je prášek ze dřeva, tím menší je povrch prášku a tím nižší je podíl plastu potřebný při tavení plastu.Po mnoha letech experimentů je nejlepší prášek z topolového dřeva a velikost částic prášku je nejlepší v tloušťce 80-100 mesh;prášek je příliš jemný, náklady na zpracování jsou vysoké, složení plastu vyžaduje více a náklady jsou vyšší, ale lisovaný výrobek z plastu a dřeva má příliš vysokou plasticitu;pokud je prášek příliš hrubý, náklady na zpracování jsou nízké a požadavky na složení plastů jsou nižší, ale lisovaný výrobek z plastu a dřeva má nedostatečnou fúzi, je křehký a snadno praská.
3. Pomocné materiály: Hlavní funkcí toneru je sladit barvu s plastovými dřevěnými materiály.V současné době je hlavní aplikací dřeva z PE plastu anorganický barevný prášek.Má lepší vlastnosti proti vyblednutí pro venkovní použití, což se liší od organické barvy používané pro vnitřní PVC ekologické dřevo.Barva pudrového organického toneru je živější a jasnější.Hlavní funkcí anti-ultrafialového absorbéru je zlepšit anti-ultrafialovou schopnost plastového dřeva pro venkovní použití a zlepšit účinnost proti stárnutí.Kompatibilizátor je přísada, která podporuje kompatibilitu mezi dřevitou moučkou a pryskyřicí.
B. Stručně pochopte suroviny plastového dřeva, dalším krokem je peletizace.Podle výše uvedených surovin promíchejte podle určitého poměru, vytlačte plastové dřevěné pelety vysokoteplotním tavným sušením a zabalte je k použití.Hlavní funkcí peletizačního zařízení je realizovat předplastifikační proces dřevěného prášku a plastu, realizovat rovnoměrné míchání práškového materiálu z biomasy a PE plastu za podmínek tavení a provádět předúpravu pro výrobu plastových dřevěných materiálů.Kvůli špatné tekutosti taveniny dřevoplastu není konstrukce peletizátoru dřevoplastového materiálu a plastového peletizátoru úplně stejná.Pro různé plasty se liší i provedení peletizéru.Peletizér obvykle používaný pro polyethylen obvykle používá kónický dvoušnekový extrudér, protože polyethylen je pryskyřice citlivá na teplo a kónický extrudér se dvěma šneky má silnou střižnou sílu a délky šneků jsou relativně paralelní.Dvoušnekový extrudér je krátký, což snižuje dobu setrvání materiálu ve válci.Vnější průměr šneku má kónický design od velkého po malý, takže kompresní poměr je poměrně velký a materiál může být plastifikován úplněji a rovnoměrněji ve válci.
C. Po peletizaci vstupuje do fáze vytlačování.Před extruzí je třeba provést několik příprav:
1. Ujistěte se, že v násypce nezůstaly žádné nečistoty nebo částice jiných barev, aby nedošlo k nečisté barvě vyrobeného plastového dřeva;
2. Zkontrolujte, zda vakuové zařízení extrudéru není blokováno, a ujistěte se, že stupeň vakua není nižší než -0,08 mpa.Vakuový válec by se měl čistit dvakrát za směnu, pokud je to normální.K čištění výfukových otvorů nepoužívejte kovové nástroje a k čištění nečistot ve výfukových otvorech hlavně používejte plastové nebo dřevěné tyčinky;
3. Zkontrolujte, zda je násypka vybavena kovovým filtrem.Částice jsou filtrovány přes kov, aby se odstranily kovové nečistoty přimíchané v částicích, snížilo se opotřebení kovových nečistot uvnitř zařízení a zajistilo se dokonalé spojení lisovaných profilů plast-dřevo.
4. Zda systém chladicí vody funguje normálně.Nezbytným vybavením pro chlazení po extruzi plast-dřevo je dokonalý systém chladicí vody.Včasným chladícím ošetřením lze zajistit dobrý tvar plasto-dřevěných profilů.
5. Nainstalujte plasto-dřevěné formy a nainstalujte určené formy podle vyráběných profilů.
6. Zkontrolujte, zda pneumatický řezací stroj a další šroubové součásti mohou normálně fungovat.
D. Teplota nově vytlačovaného plasto-dřevěného profilu je poměrně vysoká a je třeba jej ručně položit na rovnou zem.Po úplném vychladnutí profilu bude zpracován a zabalen.Přestože je tento krok jednoduchý, je velmi důležitý.Pokud továrna ignoruje tyto detaily, tovární materiály budou mít často vady.Nerovné plastové dřevo snadno povede k rozdílné tloušťce horní a spodní plochy výrobku po pozdějším broušení a zpracování.Nerovné profily navíc přinesou do stavby určitá úskalí a ovlivní krajinný efekt.
E. Podle potřeb zákazníků zpracujte plasto-dřevěné profily:
1. Ošetření broušením je odstranění vrstvy plastového povlaku vytvořeného při vytlačování profilu plast-dřevo, takže profil plast-dřevo má lepší odolnost proti opotřebení, když je instalován v továrně.
2. Úprava ražením: Po vyleštění povrchu profilu je plast-dřevo raženo, aby povrch profilu plast-dřevo působil jako dřevo.
3. Řezání, zpracování čepování, přizpůsobená velikost podle potřeb zákazníka a přizpůsobené produkty, jako jsou potřeby čepování.
4. Po dokončení výše uvedeného zpracování je posledním krokem zabalení produktu.Rozumné zabalení produktu může snížit poškození způsobené produktem během dodávky.

Inženýrský případ
Projekt 1





Projekt 2










| Hustota | 1,35 g/m3 (Standard: ASTM D792-13 metoda B) |
| Pevnost v tahu | 52,5 MPa (standard: ASTM D638-14) |
| Pevnost v ohybu | 55,5 Mp (Standard: ASTM D790-10) |
| Modul pevnosti v ohybu | 65,5 Mp (standard: ASTM D790-10) |
| Nárazová síla | 90 J/m (standard: ASTM D4812-11) |
| Tvrdost Shore | D80 (Standard: ASTM D2240-05) |
| Absorbce vody | 0,6 % (Standard: ASTM D570-98) |
| Teplotní roztažnost | 3,21×10-6 (Standard: ASTM D696 – 08) |





