







Detalles Imaxes

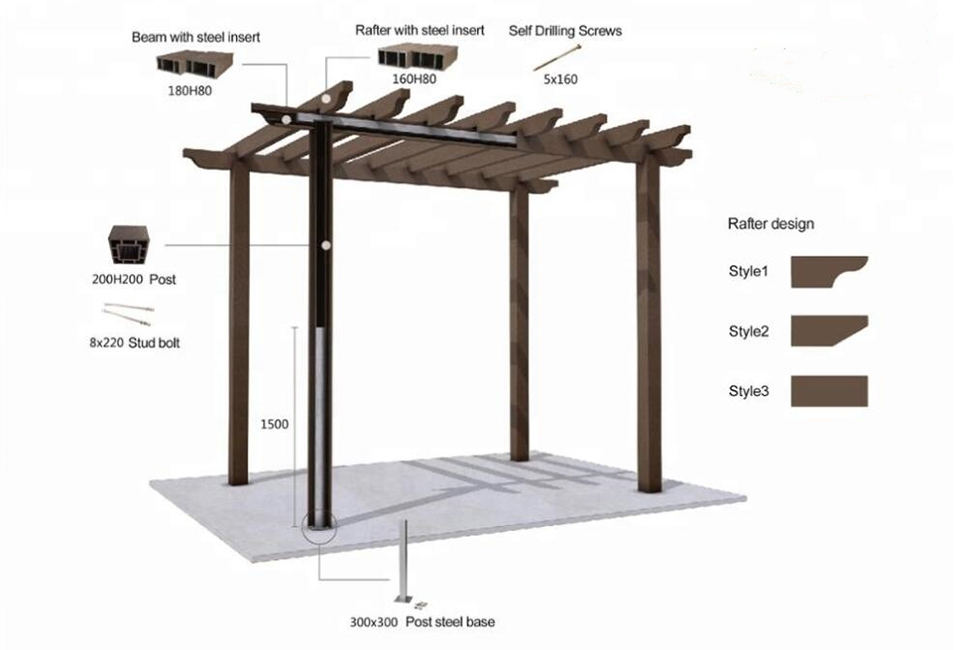
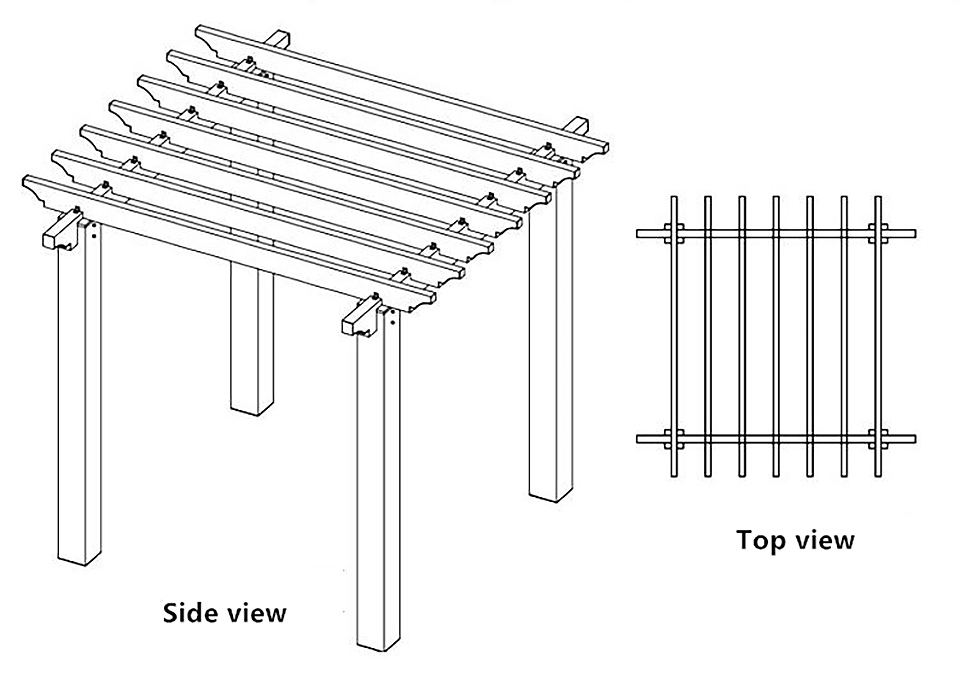
Feixe WPC
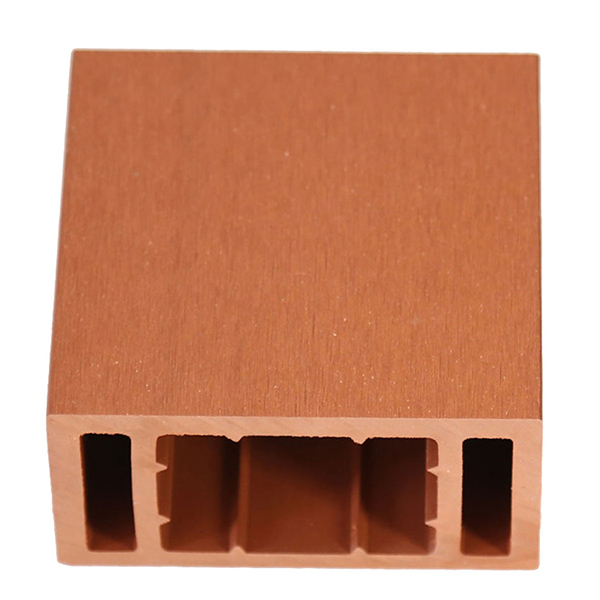
Feixe WPC

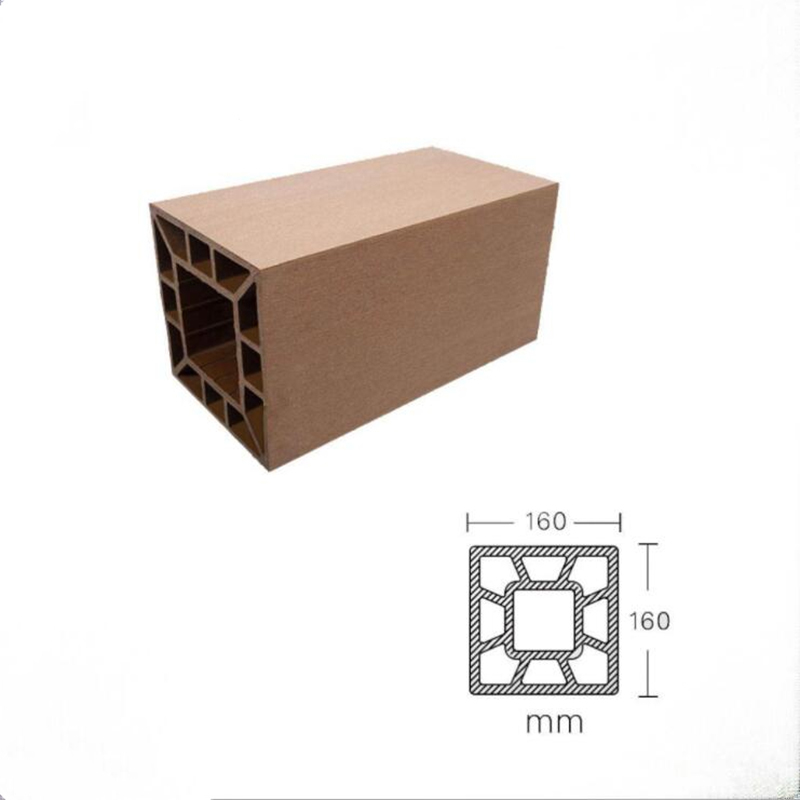
Publicación WPC

Publicación WPC

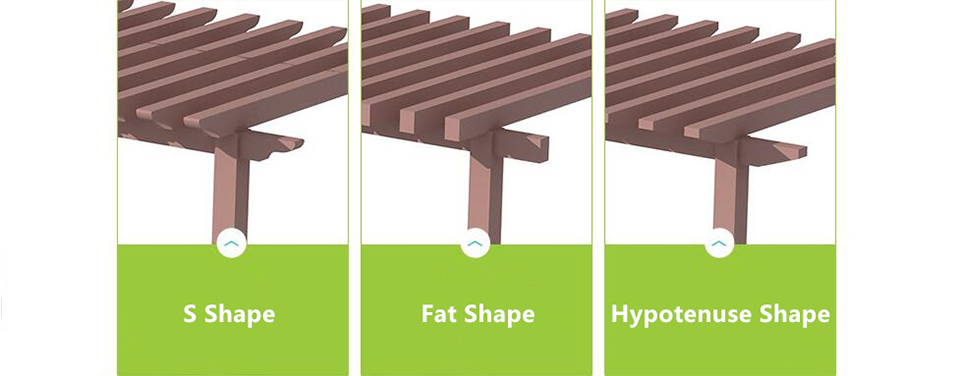
Rafter WPC

Pantalla a cor

Longa vida útil
Mantemento baixo
Sen deformacións nin astillas
Superficies antideslizantes para camiñar
Resistente a arañazos
Resistente ás manchas
A proba de auga
15 anos de garantía
95% madeira e plástico reciclados
Antimicrobiano
Resistente ao lume
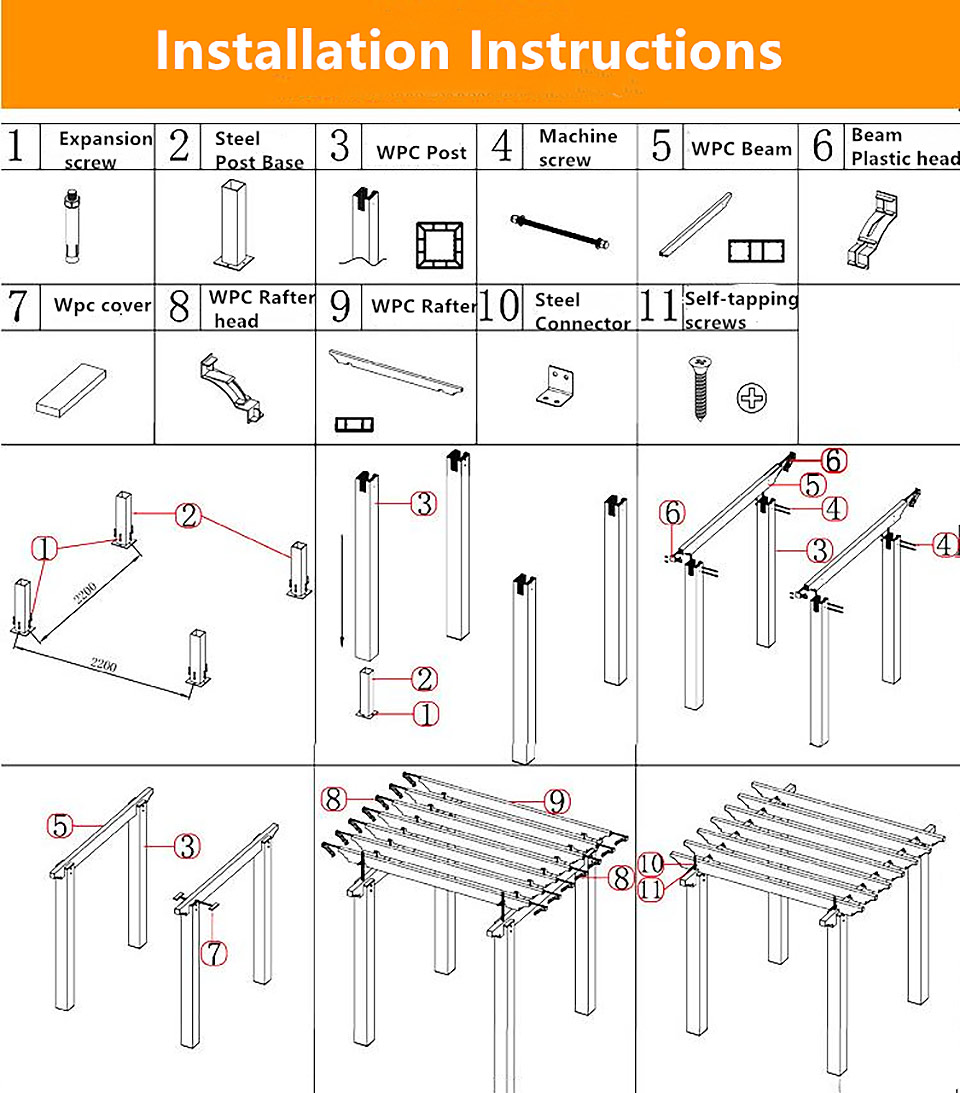
Fácil instalación
Parámetro
| Marca | DEGE |
| Cores | Gris claro, beige, laranxa, marrón, té profundo, gris profundo |
| Nome | |
| Elemento | |
| Tamaño estándar (ancho * lonxitude) | |
| Lonxitude | 2,2 m, 2,9 m, 5,6 m ou personalizado |
| Compoñente WPC | 35% HDPE+60% fibra de madeira + 5% aditivos |
| Accesorios | Sistema patentado clip-easy |
| Tempo de entrega | Uns 15-20 días para un 20'ctn |
| Pago | 30% depositado, o resto debe pagarse antes da entrega |
| Aplicación | Terraza, chan, colector de lixo, cerca, panel de parede, caixa de flores, etc |
| Código WPC Hs | 39189090 |
| Paquete | Embalaxe de palés ou a granel |
| Garantía | 10 Anos |
| Características principais: | 1. Reciclable, ecolóxico, aforro de recursos forestais 2. Co aspecto da madeira natural, pero menos problemas de madeira 3. Resistente á humidade/auga, menos podre, probado en condicións de auga salgada 4. Descalzo amigable, antideslizante, menos rachaduras, menos deformación 5. Non require pintura, sen cola, baixo esforzo de mantemento 6. Resistente á intemperie, axeitado de menos - 40 a 60 graos centígrados, anti-UV 7. Resistente a termitas e insectos, e a proba de moho 8. Fácil de instalar e limpar 9.various modelo segundo a súa esixencia |
Proceso de produción de paneles de parede WPC

R. A madeira de plástico PE é actualmente o tipo de madeira de plástico máis utilizado no mundo, é dicir, o nosoREVESTIMIENTO DE WPC, VALLAS DE WPC.Primeiro de todo, imos entender as materias primas dos produtos de madeira de plástico PE.As principais materias primas son o plástico PE e o po de madeira de chopo., Tóner, absorbente anti-ultravioleta, compatibilizante.
1. Plástico PE: a comparación exhaustiva do custo e a fusión HDPE é a mellor opción, e a madeira de plástico do mercado utiliza basicamente materiais reciclados como materia prima principal, o que reduce a contaminación branca e fai que o noso ambiente sexa máis saudable e respectuoso co medio ambiente."Reciclado" tamén se denomina material plástico reciclado.Todos os plásticos reciclables industrialmente que poden ser reutilizados mediante un determinado proceso de transformación chámanse plásticos reciclados;Os materiais reciclados divídense en moitas calidades, como materiais reciclados de grao especial e materiais reciclados de primeiro grao., Reciclaxe secundaria, reciclaxe terciaria ou mesmo lixo, é fácil entender o significado literalmente, canto maior sexa o grao, menor será o contido de impurezas do plástico, o lixo é naturalmente alto no contido de impurezas e a elección das materias primas directamente. Afecta á elección da madeira plástica Debido a que o material plástico-madeira é un estado no que o po de madeira está envolto con plástico, se o contido de impurezas do plástico é alto e a proporción de plástico en si é pequena, naturalmente non é capaz de envolver ben o po de madeira. .
2. Fariña de madeira: para lograr a fusión perfecta de fariña de madeira e plástico na madeira plástica, non só hai requisitos estritos sobre os plásticos, senón tamén a fariña de madeira: canto máis fina sexa a fariña de madeira do mesmo peso, maior será a superficie. do po.Canto maior sexa a proporción de plástico necesaria;pola contra, canto maior sexa o po de madeira en po, menor será a superficie do po e menor será a proporción de plástico necesaria durante a fusión plástica.Despois de moitos anos de experimentos, o po de madeira de chopo é o mellor en po de madeira, e o tamaño de partícula do po é o mellor no espesor de malla 80-100;o po é moi fino, o custo de procesamento é alto, a composición plástica require máis e o custo é maior, pero o produto de madeira de plástico moldeado ten unha plasticidade demasiado alta;se o po é demasiado áspero, o custo de procesamento é baixo e os requisitos de composición plástica son menores, pero o produto de madeira de plástico moldeado non ten suficiente fusión, é fráxil e é fácil de romper.
3. Materiais auxiliares: a función principal do tóner é combinar a cor dos materiais plásticos de madeira.Na actualidade, a principal aplicación da madeira de plástico PE é o po de cor inorgánica.Ten un mellor rendemento anti-esvaecemento para uso exterior, que é diferente da cor orgánica utilizada para a madeira ecolóxica de PVC de interior.A cor do tóner orgánico en po é máis viva e brillante.A función principal do absorbente anti-ultravioleta é mellorar a capacidade anti-ultravioleta da madeira de plástico para o seu uso ao aire libre e mellorar o rendemento anti-envellecemento.Compatibilizer é un aditivo que promove a compatibilidade entre a fariña de madeira e a resina.
B. Comprender as materias primas da madeira plástica brevemente, o seguinte paso é a peletización.Segundo as materias primas anteriores, mestúrase segundo unha determinada proporción, extruia pellets de madeira de plástico mediante un secado de fusión a alta temperatura e empaquetaos para o seu uso.A función principal do equipo de peletización é realizar o proceso de pre-plastificación de madeira en po e plástico, realizar unha mestura uniforme de material en po de biomasa e plástico PE en condicións de fusión e realizar un pretratamento para a produción de materiais plásticos de madeira.Debido á escasa fluidez da fusión de madeira e plástico, o deseño do granulador de material de madeira e plástico e do granulador de plástico non é exactamente o mesmo.Para diferentes plásticos, o deseño do granulador tamén é diferente.O granulador usado normalmente para polietileno adoita usar unha extrusora cónica de parafusos, porque o polietileno é unha resina sensible á calor, e a extrusora de parafusos cónico ten unha forte forza de cizallamento e as lonxitudes dos parafusos son relativamente paralelas.A extrusora de dobre parafuso é curta, o que reduce o tempo de permanencia do material no barril.O diámetro exterior do parafuso ten un deseño cónico de grande a pequeno, polo que a relación de compresión é bastante grande e o material pódese plastificar de forma máis completa e uniforme no barril.
C. Despois da peletización, entra na fase de extrusión.Hai que facer varias preparacións antes da extrusión:
1. Asegúrese de que non queden impurezas ou partículas doutras cores na tolva para evitar a cor impura da madeira plástica producida;
2. Comprobe se o equipo de baleiro da extrusora está sen obstáculos e asegúrese de que o grao de baleiro non sexa inferior a -0,08mpa.O barril de baleiro debe ser limpo dúas veces por quenda se é normal.Non use ferramentas metálicas para limpar os orificios de escape, e use varas de plástico ou madeira para limpar as impurezas nos orificios de escape do barril;
3. Comproba se a tolva está equipada cun filtro metálico.As partículas son filtradas a través do metal para eliminar as impurezas metálicas mesturadas nas partículas, reducir o desgaste das impurezas metálicas no interior do equipo e garantir a perfecta fusión dos perfís moldeados plástico-madeira.
4. Se o sistema de auga de refrixeración funciona normalmente.Un sistema de auga de refrixeración perfecto é o equipo necesario para o arrefriamento despois da extrusión de madeira de plástico.O tratamento de refrixeración oportuno pode garantir a boa forma dos perfís de madeira de plástico.
5. Instalar moldes plástico-madeira, e instalar moldes designados segundo os perfís que se vaian producir.
6. Comproba se a máquina de corte pneumática e outros compoñentes do parafuso poden funcionar normalmente.
D. A temperatura do perfil de madeira de plástico recén extruído é relativamente alta e debe colocarse manualmente nun chan plano.Despois de que o perfil estea completamente arrefriado, procesarase e empaquetarase.Aínda que este paso é sinxelo, é moi importante.Se a fábrica ignora estes detalles, os materiais da fábrica adoitan ter defectos.A madeira de plástico desigual levará facilmente a diferentes grosores das superficies superior e inferior do produto despois da moenda e procesamento posterior.Ademais, os perfís irregulares traerán certas dificultades á construción e afectarán ao efecto paisaxístico.
E. Segundo as necesidades dos clientes, procese os perfís plástico-madeira:
1. O tratamento de moenda consiste en eliminar unha capa de pel plástica producida cando se extruye o perfil plástico-madeira, para que o perfil plástico-madeira teña unha mellor resistencia ao desgaste cando se instale na fábrica.
2. Tratamento de gravado: despois de pulir a superficie do perfil, o plástico-madeira é en relevo para que a superficie do perfil de plástico-madeira teña un efecto semellante á madeira.
3. Corte, procesamento de espiga, tamaño personalizado segundo as necesidades do cliente e produtos personalizados como necesidades de espiga.
4. Despois de completar o procesamento anterior, o último paso é empaquetar o produto.Un embalaxe razoable do produto pode reducir o dano causado polo produto durante a entrega.

Caso de Enxeñaría
Proxecto 1





Proxecto 2










| Densidade | 1,35 g/m3 (Estándar: ASTM D792-13 Método B) |
| Resistencia á tensión | 52,5 MPa (Estándar: ASTM D638-14) |
| Resistencia á flexión | 55,5 Mp (Estándar: ASTM D790-10) |
| Módulo de flexión | 65,5 Mp (Estándar: ASTM D790-10) |
| Resistencia ao impacto | 90J/m (Estándar: ASTM D4812-11) |
| Dureza Shore | D80 (Estándar: ASTM D2240-05) |
| Absorción de auga | 0,6 % (Estándar: ASTM D570-98) |
| Expansión térmica | 3,21×10-6 (Estándar: ASTM D696 – 08) |





