







Slike s podrobnostmi

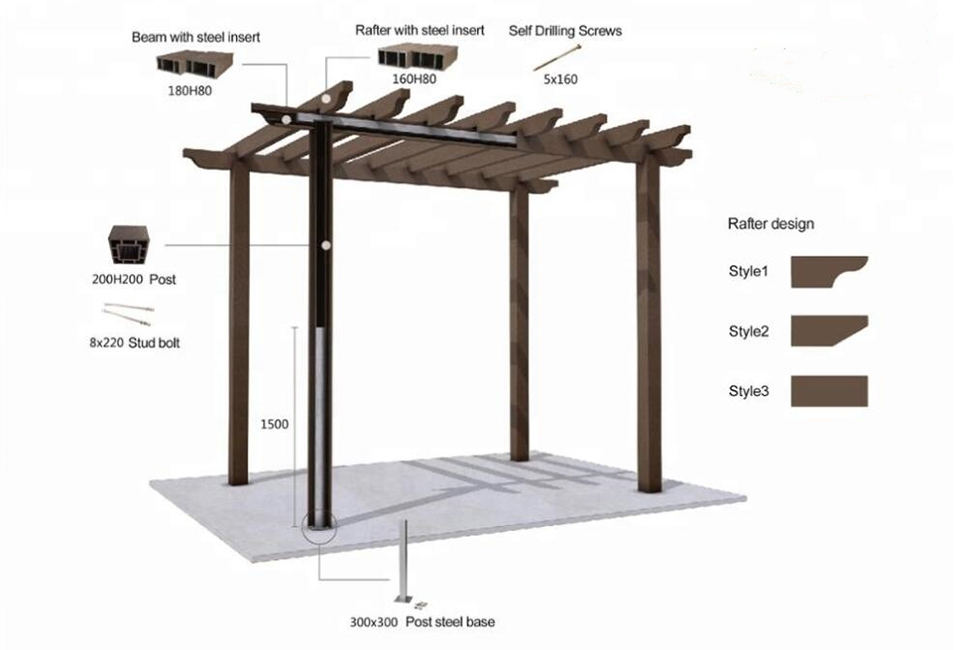
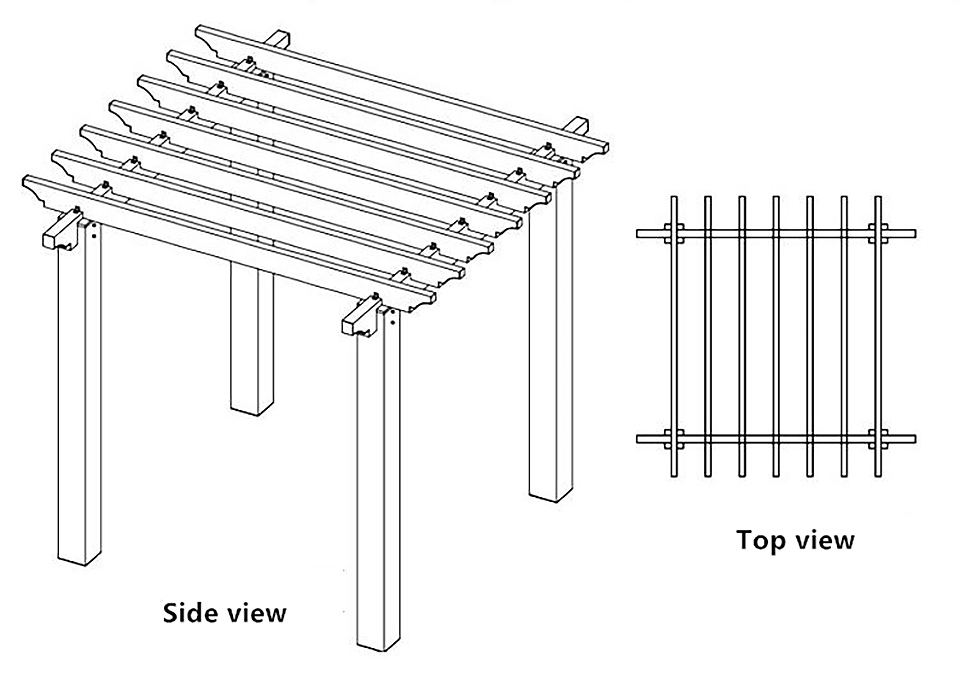
WPC žarek
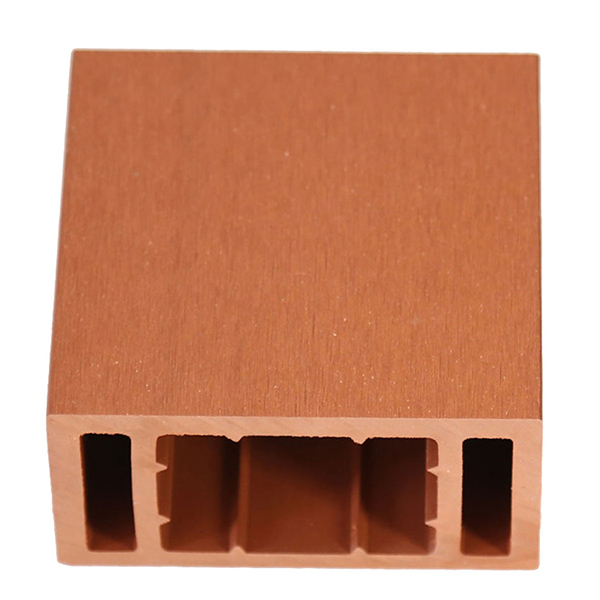
WPC žarek

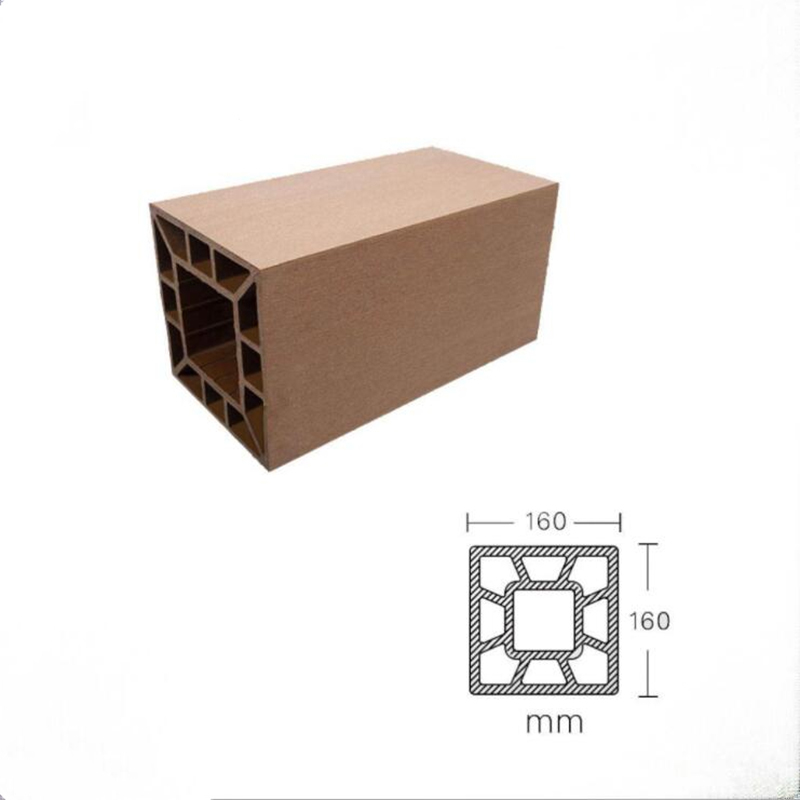
WPC objava

WPC objava

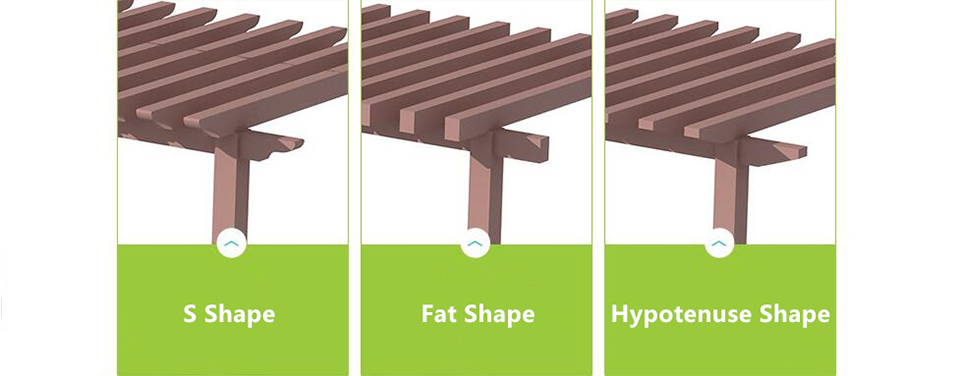
WPC Rafter

Barvni zaslon

Dolga življenjska doba
Nizki stroški vzdrževanja
Brez upogibanja ali drobljenja
Pohodne površine, odporne proti zdrsu
Odporen na praske
Odporen na madeže
Vodoodporen
15 letna garancija
95 % recikliranega lesa in plastike
Protimikrobno
Odporen proti ognju
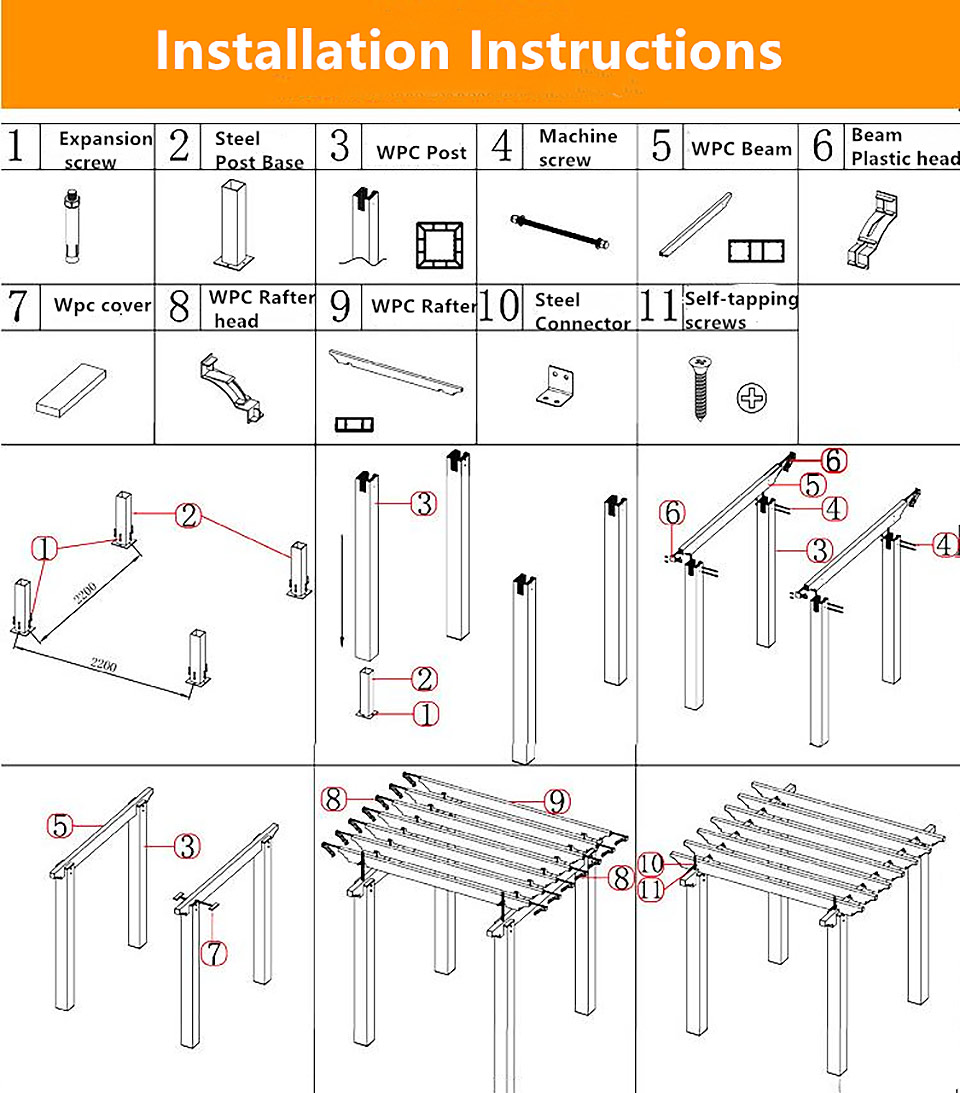
Enostavna namestitev
Parameter
| Blagovna znamka | DEGE |
| Barve | Svetlo siva, bež, oranžna, rjava, globoka čaj, globoko siva |
| ime | |
| Artikel | |
| Standardna velikost (širina * dolžina) | |
| Dolžina | 2,2 m, 2,9 m, 5,6 m ali po meri |
| WPC komponenta | 35 % HDPE + 60 % lesna vlakna + 5 % aditivov |
| Dodatki | Patentiran sistem za enostavno pripenjanje |
| Čas dostave | Približno 15-20 dni za eno 20'ctn |
| Plačilo | 30% polog, ostalo plačate pred dostavo |
| Aplikacija | Terasa, tla, smetnjak, ograja, stenska plošča, škatla za rože itd |
| Wpc Hs koda | 39189090 |
| Paket | Paletno ali razsuto pakiranje |
| Garancija | 10 let |
| Glavne značilnosti: | 1. Rcyclable, okolju prijazen, varčevanje gozdnih virov 2. Z videzom naravnega lesa, vendar manj težav z lesom 3. Odporen na vlago/vodo, manj gnilo, dokazano v stanju slane vode 4. Bosonogi prijazen, proti zdrsu, manj razpok, manj upogibanja 5. Ne zahteva barvanja, lepila, nizkega vzdrževanja 6. Odporen na vremenske razmere, primeren od minus - 40 do 60 stopinj Celzija, anti-UV 7. Odporni na termite in žuželke ter na plesen 8. Enostaven za namestitev in čiščenje 9.različen model glede na vaše zahteve |
Proizvodni proces stenske plošče Wpc

A. PE plastični les je trenutno najbolj razširjena vrsta lesa plastike na svetu, torej našaWPC OBLOGE, WPC OGRAJE.Najprej razumemo surovine izdelkov iz PE plastike iz lesa.Glavne surovine so PE plastika in prah topolovega lesa., Toner, anti-ultravijolični absorber, kompatibilizator.
1. PE plastika: Celovita primerjava stroškov in fuzije HDPE je najboljša izbira, plastični les na trgu pa v bistvu uporablja reciklirane materiale kot glavno surovino, kar zmanjšuje belo onesnaževanje in naredi naše okolje bolj zdravo in okolju prijazno."Recikliran" se imenuje tudi recikliran plastični material.Vsa industrijsko reciklirana plastika, ki jo je mogoče ponovno uporabiti z določenim procesom predelave, imenujemo reciklirana plastika;Reciklirani materiali so razdeljeni na številne razrede, kot so reciklirani materiali posebnega razreda in reciklirani materiali prvega razreda., sekundarno recikliranje, terciarno recikliranje ali celo smeti, je enostavno razumeti pomen dobesedno, višja kot je stopnja, manjša je vsebnost nečistoč v plastiki, smeti imajo naravno visoko vsebnost nečistoč in izbira surovin neposredno vpliva na izbiro plastičnega lesa Ker je material plastika-les stanje, ko je lesni prah ovit s plastiko, če je vsebnost nečistoč v plastiki visoka in je delež plastike majhen, seveda ne more dobro zaviti lesnega prahu .
2. Lesna moka: Da bi dosegli popolno zlitje lesne moke in plastike v lesu iz umetne mase, niso stroge zahteve samo za plastiko, ampak tudi za lesno moko: bolj fina je lesna moka enake teže, večja je površina. prahu.Večji je potreben delež plastike;nasprotno, večji ko je prah lesnega prahu, manjša je površina prahu in manjši je delež plastike, ki je potreben med plastično fuzijo.Po dolgih letih poskusov je prah topolovega lesa najboljši lesni prah v prahu, velikost delcev prahu pa je najboljša v debelini 80-100 mesh;prah je prefin, stroški obdelave so visoki, plastična sestava zahteva več in stroški so višji, vendar ima oblikovan izdelek iz plastike in lesa previsoko plastičnost;če je prašek preveč grob, so stroški obdelave nizki in zahteve glede sestave plastike so manjše, vendar je oblikovan izdelek iz plastike in lesa premalo fuziran, je krhek in se zlahka razpoka.
3. Pomožni materiali: Glavna funkcija tonerja je, da se ujema z barvo plastičnih lesnih materialov.Trenutno je glavna uporaba lesa PE plastike anorganski barvni prah.Ima boljšo učinkovitost proti bledenju za zunanjo uporabo, kar se razlikuje od organske barve, ki se uporablja za notranji PVC ekološki les.Barva organskega tonerja v prahu je bolj živa in svetlejša.Glavna funkcija anti-ultravijoličnega absorberja je izboljšati anti-ultravijolično sposobnost plastičnega lesa na prostem in izboljšati delovanje proti staranju.Kompatibilizator je dodatek, ki spodbuja združljivost med lesno moko in smolo.
B. Na kratko razumete surovine plastičnega lesa, naslednji korak je peletiranje.Glede na zgornje surovine zmešajte v določenem razmerju, ekstrudirajte plastične lesne pelete skozi visokotemperaturno fuzijsko sušenje in jih zapakirajte za uporabo.Glavna funkcija opreme za peletiranje je izvedba postopka predplastifikacije lesnega prahu in plastike, realizacija enakomernega mešanja prašnega materiala iz biomase in PE plastike v pogojih taljenja ter izvajanje predobdelave za proizvodnjo plastičnih lesnih materialov.Zaradi slabe pretočnosti lesno-plastične taline zasnova peletizatorja lesno-plastičnih materialov in plastičnega peletizatorja ni povsem enaka.Za različne plastike je tudi zasnova peletizatorja drugačna.Peletizator, ki se običajno uporablja za polietilen, običajno uporablja stožčasti dvovijačni ekstruder, ker je polietilen toplotno občutljiva smola, konični dvovijačni ekstruder pa ima močno strižno silo in dolžine vijakov so razmeroma vzporedne.Dvovijačni ekstruder je kratek, kar skrajša čas zadrževanja materiala v sodu.Zunanji premer vijaka ima stožčasto zasnovo od velikega do majhnega, tako da je kompresijsko razmerje precej veliko, material pa je mogoče bolj polno in enakomerno plastificirati v cevi.
C. Po peletiranju preide v fazo ekstruzije.Pred ekstrudiranjem je treba opraviti več priprav:
1. Prepričajte se, da v zalogovniku ne ostane nobenih nečistoč ali delcev drugih barv, da se izognete nečisti barvi proizvedenega plastičnega lesa;
2. Preverite, ali je vakuumska oprema ekstruderja neovirana in zagotovite, da stopnja vakuuma ni manjša od -0,08mpa.Vakuumski sod je treba očistiti dvakrat na izmeno, če je to normalno.Za čiščenje izpušnih lukenj ne uporabljajte kovinskih orodij, za čiščenje nečistoč v izpušnih luknjah cevi pa uporabite plastične ali lesene palice;
3. Preverite, ali je lijak opremljen s kovinskim filtrom.Delci se filtrirajo skozi kovino, da odstranijo kovinske nečistoče, pomešane v delcih, zmanjšajo obrabo kovinskih nečistoč v notranjosti opreme in zagotovijo popolno fuzijo oblikovanih profilov iz plastike in lesa.
4. Ali sistem hladilne vode deluje normalno.Popoln sistem hladilne vode je potrebna oprema za hlajenje po ekstruziji plastike in lesa.Pravočasna hladilna obdelava lahko zagotovi dobro obliko profilov iz plastike in lesa.
5. Namestite kalupe iz plastike in lesa in namestite oblikovane kalupe glede na profile, ki jih želite izdelati.
6. Preverite, ali lahko pnevmatski rezalni stroj in druge vijačne komponente normalno delujejo.
D. Temperatura na novo ekstrudiranega profila plastika-les je razmeroma visoka, zato ga je treba ročno postaviti na ravno podlago.Ko se profil popolnoma ohladi, bo obdelan in zapakiran.Čeprav je ta korak preprost, je zelo pomemben.Če tovarna ignorira te podrobnosti, bodo tovarniški materiali pogosto imeli napake.Neenakomeren plastični les bo po kasnejšem brušenju in obdelavi zlahka privedel do različnih debelin zgornje in spodnje površine izdelka.Poleg tega bodo neenakomerni profili prinesli določene težave pri gradnji in vplivali na krajinski učinek.
E. Profile plastika-les obdelajte glede na potrebe strank:
1. Obdelava z brušenjem je odstranitev plasti plastične kože, ki nastane, ko je profil plastika-les iztisnjen, tako da ima profil plastika-les boljšo odpornost proti obrabi, ko je nameščen v tovarni.
2. Obdelava z vtiskovanjem: Ko je površina profila polirana, se plastika-les vtisne, da ima površina plastično-lesnega profila učinek, podoben lesu.
3. Rezanje, obdelava z narezki, velikost po meri glede na potrebe strank in izdelki po meri, kot so potrebe po rezilu.
4. Po končani zgornji obdelavi je zadnji korak pakiranje izdelka.Primerno pakiranje izdelka lahko zmanjša škodo, ki jo izdelek povzroči med dostavo.

Inženirski primer
Projekt 1





Projekt 2










| Gostota | 1,35 g/m3 (Standard: ASTM D792-13 Metoda B) |
| Natezno trdnost | 52,5 MPa (standard: ASTM D638-14) |
| Upogibna trdnost | 55,5 Mp (standard: ASTM D790-10) |
| Upogibni modul | 65,5 Mp (standard: ASTM D790-10) |
| Udarna moč | 90J/m (standard: ASTM D4812-11) |
| Trdota po Shoru | D80 (Standard: ASTM D2240-05) |
| Absorpcija vode | 0,6 % (Standard: ASTM D570-98) |
| Toplotno raztezanje | 3,21×10-6 (Standard: ASTM D696 – 08) |





