







Podrobnosti Obrázky

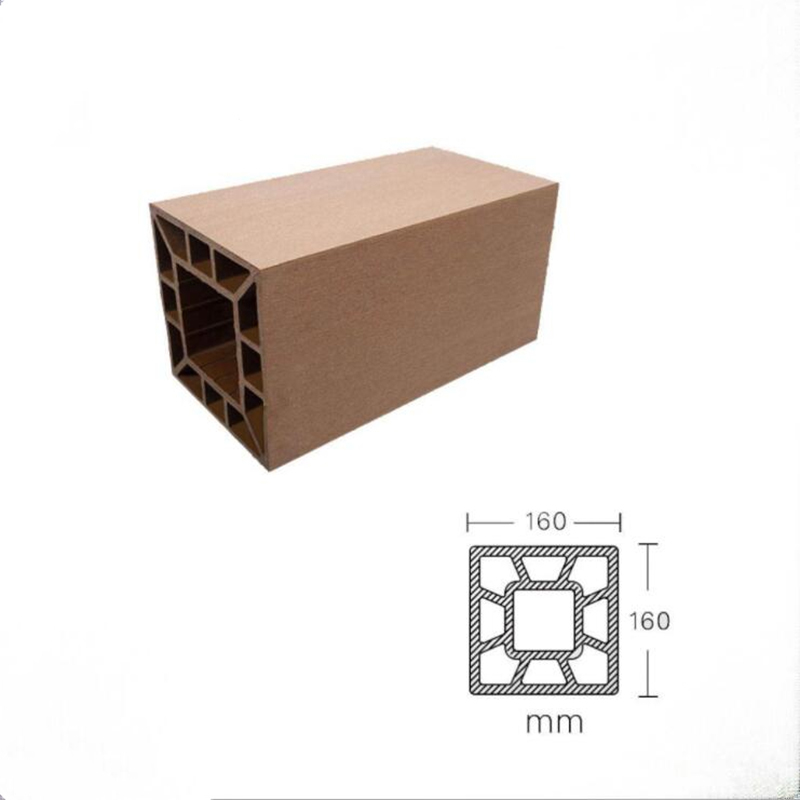
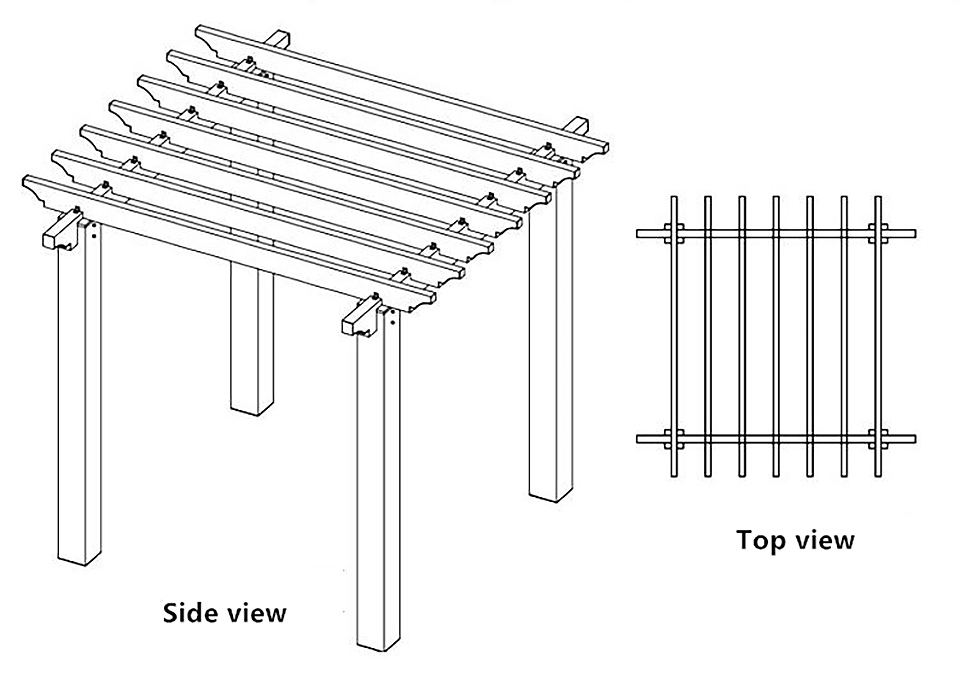
WPC lúč
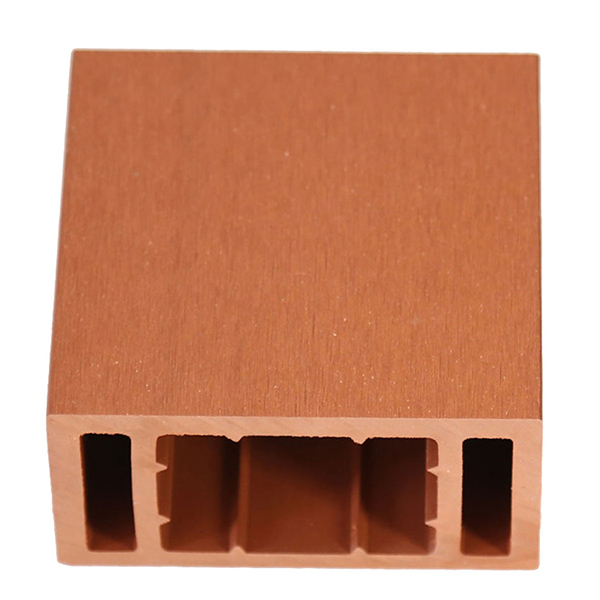
WPC lúč

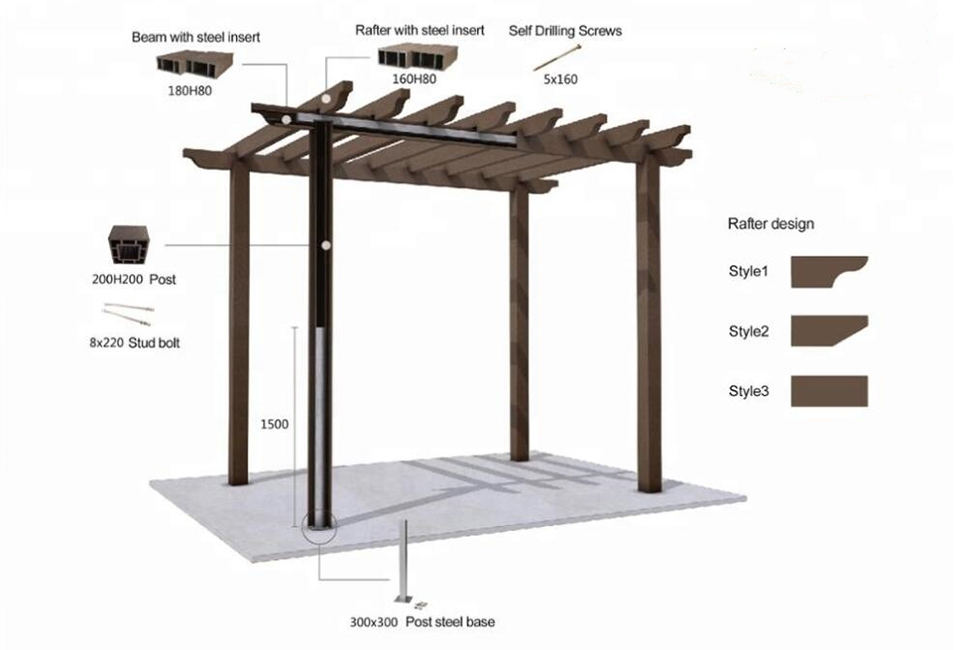
Príspevok WPC

Príspevok WPC

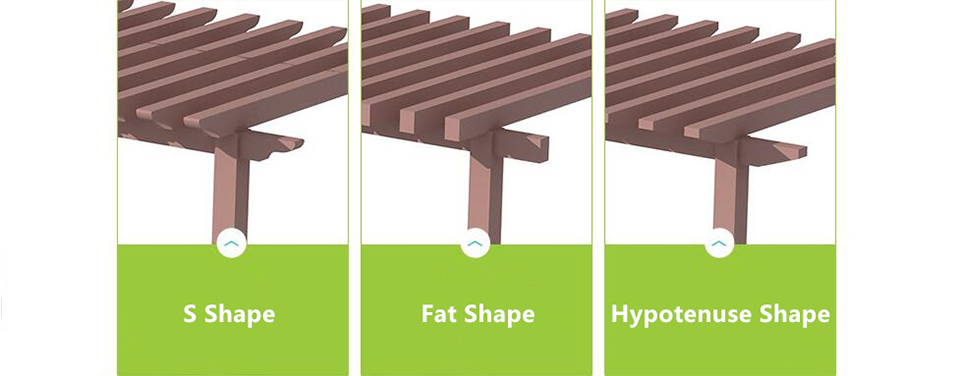
WPC Rafter

Farebný displej

Dlhá životnosť
Nízka údržba
Žiadne deformácie alebo triesky
Protišmykové pochôdzne povrchy
Odolné proti poškriabaniu
Odolný voči škvrnám
Vodeodolný
15 ročná záruka
95% recyklovaného dreva a plastu
Antimikrobiálne
Ohňovzdorné
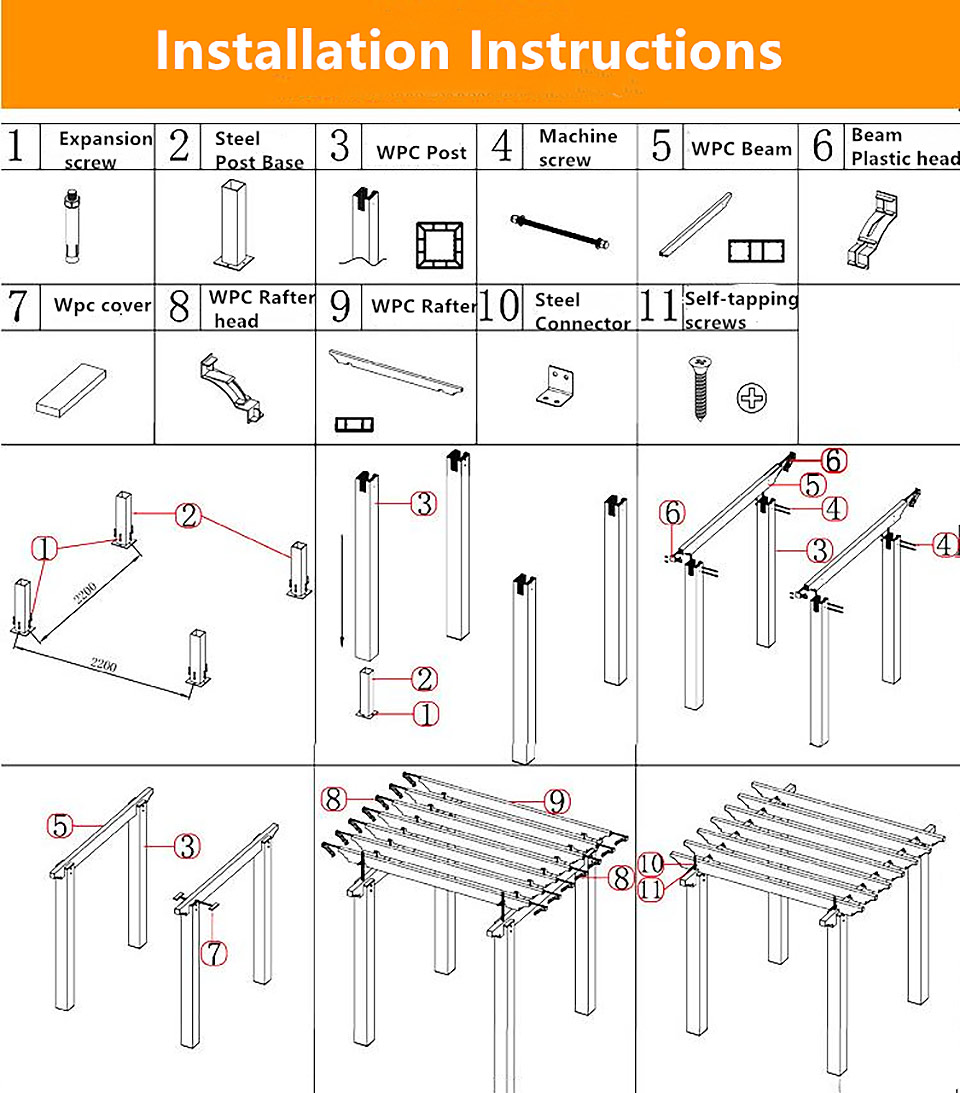
Jednoduchá inštalácia
Parameter
| Značka | DEGE |
| Farby | Svetlošedá, béžová, oranžová, hnedá, sýtočajová, sýtosivá |
| názov | |
| Položka | |
| Štandardná veľkosť (šírka * dĺžka) | |
| Dĺžka | 2,2 m, 2,9 m, 5,6 m alebo prispôsobené |
| WPC komponent | 35% HDPE + 60% drevené vlákno + 5% prísady |
| Príslušenstvo | Patentovaný klip-easy systém |
| Dodacia lehota | Asi 15-20 dní na jeden 20'ctn |
| Platba | 30% záloha, zvyšok by mal byť zaplatený pred doručením |
| Aplikácia | Palubovky, podlahy, smetný kôš, plot, stenový panel, kvetináč atď |
| Wpc Hs kód | 39189090 |
| Balíček | Paletové alebo hromadné balenie |
| Záruka | 10 rokov |
| Hlavné rysy: | 1. Rcyklovateľné, ekologické, šetriace lesné zdroje 2. So vzhľadom prírodného dreva, ale menej problémov s drevom 3. Odolný voči vlhkosti/vode, menej hnilý, osvedčený v podmienkach slanej vody 4. Priateľské k bosým chodidlám, protišmykové, menej praskajú, menej sa deformujú 5. Nevyžaduje žiadne maľovanie, žiadne lepidlo, nízke náklady na údržbu 6. Odolné voči poveternostným vplyvom, vhodné od mínus - 40 do 60 stupňov Celzia, anti-UV 7. Odolný voči termitom a hmyzu a odolný voči plesniam 8. Jednoduchá inštalácia a čistenie 9.various model podľa vašej požiadavky |
Výrobný proces nástenných panelov Wpc

A. PE plast drevo je v súčasnosti najpoužívanejším druhom plastového dreva na svete, teda našímWPC OBKLAD, WPC OPLOTENIE.V prvom rade pochopme suroviny PE plastových výrobkov z dreva.Hlavnými surovinami sú PE plast a prášok z topoľového dreva., Toner, absorbér ultrafialového žiarenia, kompatibilizér.
1. PE plast: Komplexné porovnanie nákladov a fúzie HDPE je najlepšou voľbou a plastové drevo na trhu v podstate používa recyklované materiály ako hlavnú surovinu, čo znižuje biele znečistenie a robí naše životné prostredie zdravším a ekologickejším.„Recyklovaný“ sa tiež nazýva recyklovaný plastový materiál.Všetky priemyselne recyklovateľné plasty, ktoré možno opätovne použiť určitým procesom spracovania, sa nazývajú recyklované plasty;recyklované materiály sú rozdelené do mnohých tried, ako sú špeciálne recyklované materiály a prvotriedne recyklované materiály., Sekundárna recyklácia, terciárna recyklácia alebo dokonca odpad, je ľahké pochopiť význam doslova, čím vyšší stupeň, tým menší obsah nečistôt v plaste, odpad má prirodzene vysoký obsah nečistôt a výber surovín priamo ovplyvňuje výber plastu drevo Pretože materiál plast-drevo je stav, kedy je drevený prášok obalený plastom, ak je obsah nečistôt v plastu vysoký a samotný podiel plastu je malý, prirodzene nie je schopný dobre obaliť drevený prášok .
2. Drevená múčka: Na dosiahnutie dokonalého splynutia drevnej múčky a plastu v plastovom dreve sú nielen prísne požiadavky na plasty, ale aj na drevnú múčku: čím jemnejšia drevná múčka rovnakej hmotnosti, tým väčší povrch prášku.Čím vyšší je požadovaný podiel plastu;naopak, čím väčší je prášok z dreveného prášku, tým menší je povrch prášku a tým nižší je podiel plastu potrebný pri spájaní plastov.Po mnohých rokoch experimentov je prášok z topoľového dreva najlepším práškom z dreva a veľkosť častíc prášku je najlepšia v hrúbke 80-100 mesh;prášok je príliš jemný, náklady na spracovanie sú vysoké, zloženie plastov vyžaduje viac a náklady sú vyššie, ale lisovaný výrobok z plastu a dreva má príliš vysokú plasticitu;ak je prášok príliš drsný, náklady na spracovanie sú nízke a požiadavky na zloženie plastov sú menšie, ale lisovaný výrobok z plastu a dreva má nedostatočnú fúziu, je krehký a ľahko sa praská.
3. Pomocné materiály: Hlavnou funkciou tonera je zladiť farbu s plastovými drevenými materiálmi.V súčasnosti je hlavnou aplikáciou PE plastového dreva anorganický farebný prášok.Má lepšiu odolnosť proti vyblednutiu pre vonkajšie použitie, ktorá sa líši od organickej farby používanej pre vnútorné PVC ekologické drevo.Farba prášku, organického tonera je živšia a žiarivejšia.Hlavnou funkciou anti-ultrafialového absorbéra je zlepšiť anti-ultrafialovú schopnosť plastového dreva na vonkajšie použitie a zlepšiť výkon proti starnutiu.Kompatibilizátor je prísada, ktorá podporuje kompatibilitu medzi drevnou múčkou a živicou.
B. Stručne pochopte suroviny plastového dreva, ďalším krokom je peletizácia.Podľa vyššie uvedených surovín premiešajte v určitom pomere, vytlačte plastové drevené pelety cez vysokoteplotné tavné sušenie a zabaľte ich na použitie.Hlavnou funkciou peletovacieho zariadenia je realizovať proces predplastifikácie dreveného prášku a plastu, realizovať rovnomerné miešanie práškového materiálu z biomasy a PE plastu v podmienkach tavenia a vykonávať predúpravu na výrobu plastových drevených materiálov.Kvôli zlej tekutosti drevoplastovej taveniny nie je konštrukcia peletizátora drevoplastového materiálu a plastového peletizátora úplne rovnaká.Pre rôzne plasty sa líši aj dizajn peletizéra.Peletizátor zvyčajne používaný pre polyetylén zvyčajne používa kužeľový dvojzávitovkový extrudér, pretože polyetylén je živica citlivá na teplo a kužeľový dvojzávitovkový extrudér má veľkú šmykovú silu a dĺžky závitovky sú relatívne paralelné.Dvojzávitovkový extrudér je krátky, čo skracuje čas zotrvania materiálu vo valci.Vonkajší priemer skrutky má kužeľovitý dizajn od veľkého po malý, takže kompresný pomer je pomerne veľký a materiál môže byť vo valci plastifikovaný úplnejšie a rovnomernejšie.
C. Po peletizácii vstupuje do štádia extrúzie.Pred extrúziou je potrebné vykonať niekoľko príprav:
1. Uistite sa, že v zásobníku nezostali žiadne nečistoty alebo čiastočky iných farieb, aby sa predišlo nečistej farbe vyrobeného plastového dreva;
2. Skontrolujte, či vákuové zariadenie extrudéra nie je blokované a uistite sa, že stupeň vákua nie je nižší ako -0,08 mpa.Vákuový valec by sa mal čistiť dvakrát za zmenu, ak je to normálne.Na čistenie výfukových otvorov nepoužívajte kovové nástroje a na čistenie nečistôt vo výfukových otvoroch hlavne použite plastové alebo drevené paličky;
3. Skontrolujte, či je zásobník vybavený kovovým filtrom.Častice sú filtrované cez kov, aby sa odstránili kovové nečistoty zmiešané v časticiach, znížilo sa opotrebovanie kovových nečistôt vo vnútri zariadenia a zabezpečilo sa dokonalé spojenie lisovaných profilov z plastu a dreva.
4. Či systém chladiacej vody funguje normálne.Dokonalý systém chladiacej vody je nevyhnutným vybavením pre chladenie po extrúzii plastu-dreva.Včasné ochladzovanie môže zabezpečiť dobrý tvar plastovo-drevených profilov.
5. Nainštalujte plastovo-drevené formy a nainštalujte určené formy podľa vyrábaných profilov.
6. Skontrolujte, či pneumatický rezací stroj a ostatné skrutkové komponenty môžu normálne fungovať.
D. Teplota novo extrudovaného plasto-dreveného profilu je pomerne vysoká a je potrebné ho ručne položiť na rovnú zem.Po úplnom vychladnutí profilu sa spracuje a zabalí.Aj keď je tento krok jednoduchý, je veľmi dôležitý.Ak továreň ignoruje tieto detaily, výrobné materiály budú mať často chyby.Nerovnomerné plastové drevo ľahko povedie k rozdielnej hrúbke horného a spodného povrchu výrobku po neskoršom brúsení a spracovaní.Nerovnomerné profily navyše prinesú do konštrukcie určité ťažkosti a ovplyvnia krajinný efekt.
E. Plastovo-drevené profily spracovávame podľa potrieb zákazníkov:
1. Ošetrenie brúsením je odstránenie vrstvy plastovej kože, ktorá vzniká pri vytláčaní profilu plast-drevo, takže profil plast-drevo má lepšiu odolnosť proti opotrebovaniu, keď je inštalovaný vo výrobe.
2. Úprava razením: Po vyleštení povrchu profilu sa plast-drevo razí, aby povrch profilu plast-drevo pôsobil ako drevo.
3. Rezanie, spracovanie čapu, prispôsobená veľkosť podľa potrieb zákazníka a prispôsobené produkty, ako sú potreby čapu.
4. Po dokončení vyššie uvedeného spracovania je posledným krokom zabalenie produktu.Rozumné zabalenie produktu môže znížiť poškodenie spôsobené produktom počas dodávky.

Inžiniersky prípad
Projekt 1





Projekt 2










| Hustota | 1,35 g/m3 (Štandard: ASTM D792-13 metóda B) |
| Pevnosť v ťahu | 52,5 MPa (Štandard: ASTM D638-14) |
| Ohybová pevnosť | 55,5 Mp (Štandard: ASTM D790-10) |
| Ohybový modul | 65,5 Mp (Štandard: ASTM D790-10) |
| Sila nárazu | 90 J/m (Štandard: ASTM D4812-11) |
| Tvrdosť Shore | D80 (Štandard: ASTM D2240-05) |
| Absorpcia vody | 0,6 % (Štandard: ASTM D570-98) |
| Tepelná rozťažnosť | 3,21 × 10-6 (Štandard: ASTM D696 – 08) |





